Lập quy trình công nghệ gia công chi tiết nắp xilanh




Mô tả đồ án: Gồm các file như ảnh trên
Giá: 400.000vnđ – Mã số: doantotnghiep.me_CTM000036
Tải đồ án
Phần 1
PHÂN TÍCH ĐIỀU KIỆN LÀM VIỆC CỦA VÀ YÊU CẦU KỸ THUẬT CỦA SẢN PHẨM
1.1. Yêu cầu kỷ thuật của sản phẩm
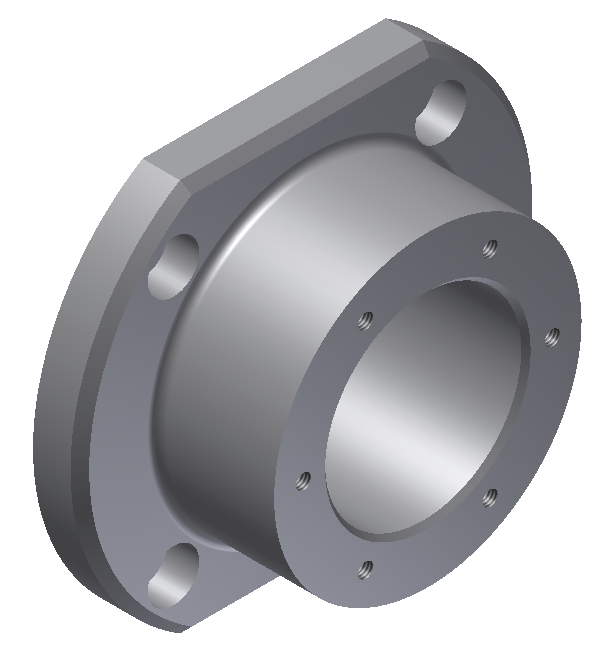
Nắp xy lanh là chi tiết dạng hộp nên có nhiều vách, độ đày mỏng ở các thành hộp có thể khác nhau hoặc khác nhau. Ơ các vách có nhiều gân chịu lực, có nhiều phần lồi lõm. Trên hộp có nhiều phần cần gia công có độ chính xác cao và có những phần không cânf gia công, đặc biệt trên hộpc có snhiều lỗ dùng để lắp ráp nên yêu cầu gia công đạt độ chính xác cao. Tuỳ theo công dụng các lỗ khác nhau trên hộp có thể được chia thành hai loại chính:
· Lỗ chính : là các lỗ dùng để lắp ráp với xupáp nên yêu cầu gia công có độ chính xác cao.
· Lỗ phụ dùng để định vị chi tiết và bắt bu lông nên yêu cầu gia công cũng đạt độ chính xác cao.
1.2. Điều kiện làm việc
Nắp xy lanh đậy kín một đầu xy lanh cúng với piston tạo thành buồng cháy. Có nhiều chi tiết lắp trên đó như: bugi, vòi phun, cụm xupáp ….Ngoài ra trên nắp xy lanh còn lắp các đường nạp, đường thải, đường nước làm mát…Do đó điều kiện làm việc của xy lanh rất khắc nghiệt: nhiệt độ rất cao, áp suất khí thể rất cao, ăn mòn háo học.
· Đối với chi tiết có lỗ 37 và lỗ 42 có yêu cầu rất khắc nghiệt, do đó chi tiết chế tạo ra yêu cầu phải có độ chính xác cao.
· Lỗ 10.5 có yêu câu cũng rất cao và độ chính xác cao để lắp ráp với xupáp .
· Đối với các bề mặt còn lại dùng làm chuẩn để gai công nên cũng yêu cầu độ chính xác cao (như hình vẽ). Ngoai ra các bề mặt này còn yêu cầu phai đạt được dung sai yêu cầu trên bản vẽ để đảm bảo thao lắp chi tiết không bị phá hỏng chi tiết và đảm bảo chi tiết làm việc được tôt nhất.
· Các lỗ còn lại dùng để cố định chi tiết khi lắp với các chi tiết khác.
1.3.Phân tích tính công nghệ
· Vì là chi tiết dạng hộp nên kết cấu các bề mặt phải cho phép thoát dao một cách đễ dàng
· Trên nắp xy lanh chịu lực nên đảm bảo độ cứng vững khi gia công các lỗ 37, 42, 11….
· Trên hộp có 4 lỗ 11 nên có thể gai công trên máy phay nhiều trục chính và gia công dễ dàng. Đồng thời có 4 lỗ M5 cũng gia công trên máy khoan nhiều trục.
PHẦN 2
ĐỊNH DẠNG SẢN XUẤT
Để định dạng sản xuất ta dựa vào sản lượng hàng năm và trọng lượng chi tiết
· Sản lượng hàng năm 900 (chiếc/năm)
· Xác định khối lượng của chi tiết:
Ta có : Q1= V (kG)
Trong đó: V thể tích của chi tiết (dm3)
: trọng lượng riêng của vật liệu
Ta chia chi tiết thành từng phần và tính khối lượng của từng phần.
V = V1+V2 + V3 + V4 + V5 =120203,125 +47187,92 + 63358,74 + 87228 + 19040 = 337017,785 (mm3) = 0,337017785 (dm3)
Thay vào ta có : Q1 = 0,33701785 7,852 =2,637164 (kG)
Với = 7,852 (kG/dm3)
Sau khi tính xong Q1 và N tra bảng 2-[1] đây là dạng sản xuất loạt vừa
Phần 3
PHƯƠNG PHÁP CHẾ TẠO PHÔI
Loại phôi được xác định theo kết cấu chi tiết, vật liệu, điều kiện dạng sản xuất và điều kiện sản xuất cụ thể của từng nhà máy, xí nghiệp.
Chọn phôi tức là chọn phương pháp chế tạo phôi, xác định lượng dư, kích thước và dung sai của phôi.
Vật liệu có cơ tính như sau: là thép hợp kim 40X:
b = 80(kG/mm2);ch=100(kG/mm2); HB = 217; khối lượng riêng = 7,852 (kG/dm2)
Từ những đặc tính trên ta có 2 phương pháp chế tạo phôi: phôi thép thanh và phôi đúc
Chọn phương pháp đúc phôi là tốt nhất vì chi tiết có nhiều lỗ và gân
Chọn phương pháp đúc trong khuôn có mẫu kim loại và làm khuôn bằng máy.
Ta có mặt phân khuôn trên:
Phần 4
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ CHẾ TẠO CHI TIẾT
4.1.Phân tích các đặc điểm về yêu cầu kỷ thuật các bề mặt gia công
Khi thiết kế một chi tiết thì ta phải phân tích đặc điểm các bề mặt cần gia công để có cơ sở lập quy trình công nghệ gia công và dựa vào dạng sản xuất để gia công chi tiết có tính công nghệ cao nhất.
· Lỗ 10,5 có yêu cầu độ chính xác không cao do đó ta chỉ cần khoan lỗ trên máy khoan.
· Rãnh I có yêu cầu độ nhám Ra= 2,5 (7), các góc nghiêng và cung tròn có bán kính 0,5 nên cần gia công có những đắc điểm đảm bảo những yêu cầu trên.
· Lỗ 37 có yêu cầu đạt dung dai E7, độ nhám Ra= 1,25(5), trên bề mặt này có những chỗ cần vác mép và góc nghiêng. Lỗ này cũng được làm chuẩn thô khi gia công cácbề mặt khác
· Lỗ 11 yêu cầu khi gia công phải đạt độ chính xác rất cao, độ bóng Rz20, nó cũng được dùng làm chuẩn định vị khi gia công các bề mặt còn lại.
· Lỗ 42 có yêu cầu độ nhám Ra= 2,5( 7)
· Lỗ 94,4 yêu cầu khi gia công chi tiết phải đạt được Ra= 2,5 (7)
· Lỗ 100 yêu cầu khi gia công phải đạt được Ra = 2,5(7), dung sai h7, độ song song với các bề mặt E, A.
· Lỗ 20 yêu cầu khi gia công phải đạt được Rz20
· Bề mặt trên của chi tiết yêu cầu khi gia công phải đạt được Rz40, bề mặt này còn dùng làm chuẩn định vị khi gia công các bề mặt còn lại.
· Lỗ M5 yêu cầu khi gia công phải đạt được Rz40 và phải đạt được dung sai so với mặt E là 0,2.
· Bề mặt dưới của xy lanh dùng để lắp ráp với cac bề mặt khác nên yêu cầu kỹ thuật rất cao và độ bóng Rz20.
· Các lỗ còn lại yêu cầu khi gia công phải đạt được độ bóng Rz40.
4.2.Trình tự nguyên công, phương pháp gia công,chọn máy, chọn dao,trang bị công nghệ cho các nguyên công.
4.2.1.Trình tự các nguyên công
· Nhiệm vụ chính của giai đoạn này là xác định thứ tự gia công các bề mặt chi tiết
· Nguyên tắc:
§ Nguyên công sau (bước sau) phải giảm được sai số và độ bóng do nguyên công trước để lại
§ Trước hết phải gia công những bề mặt làm chuẩn cho các nguyên công lại sau
§ Gai công những bề mặt có lượng dư lớn nhất để có khả năng phát hiện lượng dư lớn nhất.
§ Gia cồng những nguyên công có khả năng gây khuyết tật bên trong.
§ Bề mặt càng chính xác thì để lại sau.
§ Cuối cùng nên gia công các bề mặt có độ chính xác cao nhất.
§ Các lỗ trên chi tiết nên gia công sau cùng.
§ Không nên gai công những dao kích thước trên cùng một máy
§ Nếu chi tiết cần nhiệt luyện thì nên chia nguyên công thành 2: trước và sau nhiệt luyện.
§ Nguyên công kiểm tra phải được tiến hành sau những nguyên công có khả năng gây nhiều phế phẩm, những nguyên công phức tạp và cuối cùng là nguyên công kiểm tra.
· Trình tự nguyên công ;
§ Gia công mặt phẳng chuẩn là bề mặt trên của nắp xy lanh các lỗ 11 để làm chuẩn tinh thông nhất.
§ Dùng mặt phẳng và hai lỗ định vị để làm chuẩn tinh thông nhất để gai công các bề mặt còn lại.
§ Gia công thô bề mặt lắp ghép là mặt dưới của nắp xy lanh và mặt đầu các lỗ lắp ghép của thân dưới.
§ Gia công tính các bề mặt đầu các lỗ lắp ghép và các mặt đầu các lỗ lắp ghép của thân dưới.
§ Gia công lỗ 20 ở bên hông, M12. 10,5.
§ Gia công các lỗ trên bề mặt lắp ghép 37, 42, 68.
4.2.2. Phương pháp gia công
1. Nguyên công 1: gia công mặt phẳng chuẩn dưới bằng phương pháp phay
2. Nguyên công 2: gia công mặt trên bằng phương pháp phay
3. Nguyên công 3: gia công lỗ 11 bằng phương pháp khoan
4. Nguyên công 4: gia công lỗ 37 bằng phương pháp khoét và doa
5. Nguyên công 5: gia công lỗ 10,5 bằng phương pháp khoan
6. Nguyên công 6: gia công lỗ 10,5 bằng phương pháp khoan, ta rô ren và lỗ 20 bằng phương pháp khoét
7. Nguyên công 7: gia công bề mặt lắp ghép và rãnh I bằng phương pháp tiện
8.Nguyên công 8: gia công lỗ 42 bằng phương pháp tiện
9.Nguyên công 9: gia công lỗ M5 bằng phương pháp khoan và ta rô ren
10.Nguyên công 10: nguyên công kiểm tra độ vuông góc của lỗ 37 với mặt đầu chi tiết
4.2.3. Chọn máy, chọn dao
1. Nguyên công 1: chọn máy phay 6H12 và dao phay có gắn mảnh hợp kim cứng T15K6
2. Nguyêng công 2: chọn máy phay 6H12 và dao phay có gắn mảnh hợp kim cứng T15K6.
3. Nguyên công 3: chọn máy khoan nhiều trục và mũi khoan làm bằng thép gió P18
4. Nguyêng công 4: chọn máy khoan K135 (2A135), dao khoét và dao doa có gắn mảnh hợp kim T15K6.
5. Nguyên công 5: chọn máy khoan K135 và mũi khoan làm bằng thép gió P18.
6. Nguyên công 6: chọn máy khoan K135, mũi khoan làm bằng thép gió P18 và dao doa có gắn mảnh hợp kim cứng, ta rô ren có gắn mảnh hợp kim cứng.
7. Nguyên công 7: chọn máy tiện T616 và dao có gắn mảnh hợp kim cứng T15K6.
8. Nguyên công 8: chọn máy tiên T616 và dao tiện có gắn mảnh hợp kim cứng T15K6.
9. Nguyên công 9: chọn máy khoan nhỉều trục và mũi khoan làm bằng thép gió P18, dao ta rô có gắn mảnh hợp kim cứng T15K6.