Thiết kế quy trình công nghệ gia công chi tiết Mặt bích chặn



Mô tả đồ án: Gồm các file như ảnh trên
Giá: 400.000vnđ – Mã số: doantotnghiep.me_CTM000006
Tải đồ án
LỜI NÓI ĐẦU
Trong công cuộc đổi mới hiện nay, đất nước ta đang phát triển hết sức mạnh mẽ theo con đường Công nghiệp hoá và hiện đại hoá đất nước theo định hướng Xã Hội Chủ Nghĩa. Trong đó ngành công nghiệp đóng vai trò hết sức quan trọng trong việc phát triển nền kinh tế và giải phóng sức lao động của con người. Để làm được điều đó chúng ta phải có một nền công nghiệp vững mạnh,với hệ thống máy móc hiện đại cùng một đội ngũ cán bộ kỹ sư đủ năng lực. Từ những yêu cầu như vậy đòi hỏi mỗi con người chúng ta cần phải tìm tòi, học tập và nghiên cứu rất nhiều để mong đáp ứng được nhu cầu đó. Là sinh viên chuyên ngành Công Nghệ Chế Tạo Máy em luôn thấy được tầm quan trọng của máy móc trong nền công nghiệp, cũng như trong sản xuất.
Là sinh viên của Trung tâm ĐT&THCN, em đã được thực hiện đồ án môn học với nội dung “Thiết kế quy trình công nghệ gia công chi tiết Mặt bích chặn ” dưới sự hướng dẫn của thầy Nguyễn Trọng Linh, song với hiểu biết còn hạn chế cùng với kinh nghiêm thực tế không nhiều nên đồ án của em chắc chắn không tránh khỏi thiếu sót. Nên em rất mong các thầy cùng toàn bộ các bạn sinh viên có kinh nghiệm chỉ bảo thêm để đồ án của em được hoàn thiện hơn.
Cuối cùng em xin trân thành cảm ơn các thầy cô trong Trung tâm thực hành và gia công cơ khí đặc biệt là dưới sự hướng dẫn tận tình của thầy giáo Nguyễn Trọng Linh đã giúp em hoàn thành đồ án này.
Hưng yên, Ngày 5 Tháng 03 Năm 2013
Sinh viên thực hiện
Hoàng Văn Hùng
NHẬN XÉT CỦA GIÁO VIÊN HƯỚNG DẪN
……….o0o……….
………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………
Hưng Yên, ngày … tháng … năm 2012
Giáo viên
Phần I
Phân tích điều kiện kỹ thuật
- Phân tích chức năng làm việc.
Bản vẽ chi tiết
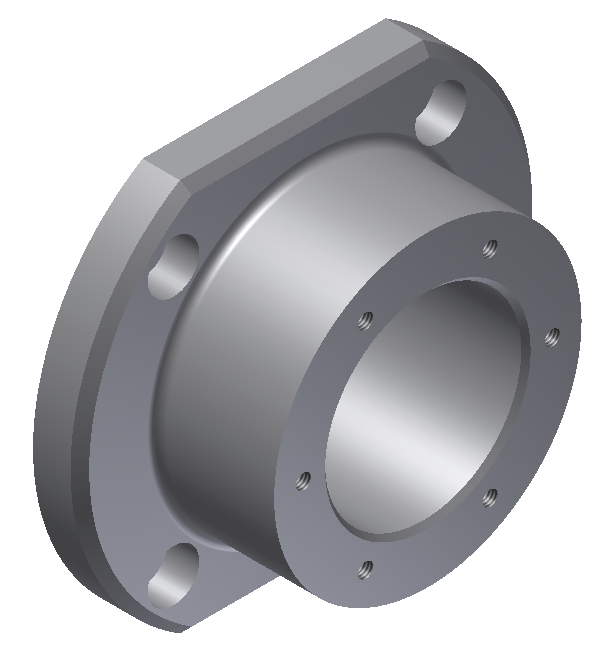
Mặt bích chặn là một chi tiết thuộc loại chi tiết điển hình dạng bạc, được dùng nhiều trong chế tạo máy. Chi tiết có hình ống tròn, thành mỏng, trên chi tiết có các lỗ nhỏ để bắt vào thân máy, bề mặt ren M36 để lắp vào chi tiết khác. Mặt bích chặn được cố định với thân máy bởi 8 bu lông.
Mặt làm việc chính của mặt bích chặn là mặt trong (lỗ Ø18). Mặt này trong quá trình làm việc luôn tiếp xúc với trục. Ngoài ra yêu cầu về độ chính xác của mặt ngoài (Ø26) và độ chính xác về độ vuông góc giữa các bề mặt trụ với mặt A cũng rất quan trọng.
1.2. Điều kiện làm việc của bích chặn:
Trong quá trình làm việc (trục quay), mặt bích chặn luôn chịu tải trọng va đập và dao động. Mặt làm việc (Ø18) luôn chịu ma sát và mài mòn, nhiệt độ làm việc tương đối cao. Tuy nhiên nó không đên mức quá khắc nghiệt bởi nó được bôi trơn trong quá trình làm việc.
– 8 lỗ Ø9 để cố định bích chặn với thân máy bằng bulong – đai ốc.
1.3. Điều kiện kỹ thuật.
Với những đặc điểm về điều kiện làm việc và chức năng của mặt bích chặn như trên thì yêu cầu kỹ thuật chủ yếu của mặt bích chặn là độ đồng tâm giữa mặt ngoài (Ø26) và mặt trong (Ø18) cũng như độ vuông góc giữa mặt đầu và đường tâm lỗ.
Cụ thể ta phải đảm bảo:
Độ không đồng tâm giữa mặt ngoài và lỗ ≤ 0,03mm.
Độ không vuông góc giữa mặt đầu và đường tâm lỗ không lớn hơn 0,3mm/100mm bán kính.
1.4. Vật liệu chế tạo.
Vật liệu chế tạo Mặt bích chặn là Gang xám GX15-32.
Thành phần hoá học của GX15-32:
| Độ cứng | C | Si | Mặt ngoài | S | P |
| HB 200 | 3,0 – 3,7 | 1,2 – 2,5 | 0,25 – 1,00 | < 0,12 | 0,05 – 1,00 |
Nếu như thép là kim loại có cơ tính tổng hợp cao, có thể chịu tải trọng rất nặng, độ bền cao và độ dai va đập thì gang lại là vật liệu có cơ tính không cao, độ bền thấp, độ dẻo và độ dai va đập thấp, có thể coi là vật liệu giòn. Tuy vậy với mặt bích chặn làm việc trong điều kiện không quá khắc nghiệt, mặt làm việc luôn chịu ma sát và mài mòn thì gang xám lại có ưu điểm: trong gang xám có thành phần Grafit có khả năng tự bôi trơn nên làm tăng tính chống mài mòn. Hơn nữa, gang là vật liệu khá rẻ, dễ gia công cắt gọt bởi phoi là phoi vụn (do sự có mặt của Grafit), là vật liệu có tính chảy loãng cao, rất thích hợp cho phương pháp chọn phôi là phôi đúc. Nếu chọn được phương pháp đúc hợp lý sẽ nâng cao được cơ tính của vật liệu.
- Tính công nghệ trong kết cấu
Tính công nghệ trong kết cấu có ý nghĩa rất quan trọng:
– Ảnh hưởng đến chất lượng sản phẩm.
– Ảnh hưởng đến khối lượng gia công và năng suất lao động.
– Ảnh hưởng đến tiêu hao nguyên vật liệu.
– Ảnh hưởng đến gia thành sản phẩm.
Qua bản vẽ chi tiết trục then kéo va vật liệu chế tạo thấy:
-Chi tiết được chế tạo bằng gang xám, đây là loại vật liệu có cơ tính tốt, có thể áp dụng nhiều phương pháp tạo phôi đơn gian và tiên tiến cho phép đạt chỉ tiêu kinh tế cao,có thể đáp ứng khả năng làm việc của chi tiết.
-Chi tiết có các bậc trục giảm dần về hai phía cho khả năng sử dụng các biện pháp gia công năng suất cao .
– Chi tiÕt cã hÖ sè sö dông vËt liÖu cao do kh«ng cã c¸c bÝch, gê chÆn.
– Ở bề mặt trụ Ø18 tại đây có sự mòn cơ học do có sự ma sát giữa các chi tiết với nhau.
* Kết luận về tính công nghệ trong kết cấu :
– Đây là chi tiết dạng trục có Dmax = 104 và Lmax = 50, (L/D < 4) nên đảm bảo độ cứng vững khi gia công, thuận lợi cho điều kiện định vị và kẹp chặt, Sự biến dạng các kích thước là không đáng kể.
-Cỏc bề mặt trục cỳ khả năng gia cụng được bằng cỏc dao thụng thường.
Vậy : Kết cấu của chi tiết mặt bích chặn theo như bản vẽ đú thỏa mãn tính công nghệ trong kết cấu, đảm bảo các yêu cầu kĩ thuật và hiệu quả kinh tế .
Phần II
Xác định dạng sản xuất
Quy trình công nghệ mà ta thiết kế phải đảm bảo được dộ chính xác và chất lượng gia công, đồng thời phải đảm bảo tăng năng xuất lao động và giảm giá thành. Quy trình công nghệ này phải đảm bảo đạt được sản lượng đề ra. Để đạt được các chỉ tiêu trên đây thì quy trình công nghệ phải được thiết kế thích hợp với dạng sản xuất.
Tuỳ theo sản lượng hàng năm và mức độ ổn định của sản phẩm và người ta chia ra ba dạng sản xuất: sản xuất đơn chiếc, sản xuất hàng loạt, sản xuất hàng khối.
2.1. Sản xuất đơn chiếc
Sản xuất đơn chiếc là sản xuất có số lượng hàng năm rất ít (thường từ một đến vài chục chiếc) sản phẩm không ổn định do chủng loại nhiều, chu kì chế tạo không được xác định.
Sản xuất đơn chiếc có những đặc điểm sau:
– Tại mỗi chỗ làm việc đựoc gia công nhiều chi tiết khác nhau tuy nhiên các chi tiết này có hình dáng hình học và đặc tính công nghệ tương tự nhau.
– Gia công chi tiết và lắp ráp sản phẩm được thực hiện theo tiến trình công nghệ (quy trình công nghệ sơ lược).
– Sử dụng các thiết bị và dụng cụ vạn năng. Thiết bị (máy) được bố trí theo từng loại và theo từng bộ phận sản xuất khác nhau.
– Sử dụng các đồ gá vạn năng. Đồ gá chuyên dùng chỉ được sử dụng để được gia công những chi tiết thường xuyên được lặp lại.
Không thực hiện được việc lắp lẫn hoàn toàn, có nghĩa là phần lớn công việc lắp ráp đều được thực hiện bằng phương pháp cạo sửa. Ở đây việc lắp lẫn hoàn toàn chỉ được đảm bảo đối với mối ghép như ren, mối ghép then hoa các bộ phận truyền bánh răng và các bộ phận truyền xích.
– Công nhân phải có trình độ tay nghề cao.
– Năng suất lao động thấp, giá thành sản phẩm cao. Ví dụ dạng sản xuất đơn chiếc là chế tạo các máy hạng nặng hoặc các sản phẩm chế thử, các sản phẩm được chế tạo theo đơn đặt hàng.
2.2. Sản xuất hàng loạt
– Sản xuất hàng loạt là dạng sản xuất có sản lượng hàng năm không quá ít, sản phẩm được chế tạo theo từng loạt với chu kỳ xác định. Sản phẩm tương đối ổn định.
– Sản xuất hàng loạt là dạng sản xuất phổ biến nhất trong ngành chế tạo máy (60%- 80% sản phẩm của ngành chế tạo máy được chế tạo theo từng loạt).
Sản xuất hàng loạt có nhũng đặc điểm sau đây:
– Tại các chỗ làm việc được thực hiện một số nguyên công có chu kỳ lặp lại ổn định
– Gia công cơ và lắp ráp được thực hiện theo qui trình công nghệ
(quy trình công nghệ được chia ra các nguyên công khác nhau).
– Sử dụng các máy vạn năng và chuyên dùng.
– Các máy được bố trí theo qui trình công nghệ.
– Sử dụng nhiều dụng cụ và đồ gá chuyên dùng.
– Đảm bảo nguyên tắc lắp lẫn hoàn toàn.
– Công nhân có trình độ tay nghề trung bình.
Tuỳ theo sản lượng và mức độ ổn định của sản phẩm mà người ta chia ra: Sản xuất hàng loạt nhỏ. Sản xuất hàng loạt vừa và sản xuất hàng loạt lớn.
Sản xuất hàng loạt nhỏ rất gần với sản xuất đơn chiếc, có sản xuất hàng loạt lớn rất gần với sản xuất hàng khối.
Ví dụ: Dạng sản xuất hàng loạt có thể là chế tạo máy công cụ, chế tạo máy nông nghiệp v.v…
Trong dạng sản xuất hàng loạt vừa có thể tổ chức các dây chuyền sản xuất linh hoạt (dây chuyền sản xuất thay đổi). Điều này có nghĩa là sau một khoảng thời gian nhất định (2-3 ngày) có thể tiến hành gia công loạt chi tiết khác có kết cấu và qui trình công nghệ tương tự.
2.3. Sản xuất hàng khối
Sản xuất hàng khối là dạng sản xuất có sản lượng rất lớn, sản phẩm ổn định trong thời gian dài (có thể từ 1 đến 5 năm).
Sản xuất hàng khối có những đặc điểm sau đây:
– Tại mỗi vị trí làm việc (chỗ làm việc) được thực hiện cố định một nguyên công nào đó.
– Các máy được bố trí theo quy trình công nghệ rất chặt chẽ.
– Sử dụng nhiều máy tổ hợp, máy tự động, máy chuyên dùng và đường dây tự động.
– Gia công chi tiết và lắp ráp sản phẩm được thực hiện theo phương pháp dây chuyền liên tục.
– Sử dụng đồ gá chuyên dùng, dụng cụ chuyên dùng và các thiết bị đo tự động hoá.
– Đảm bảo nguyên tắc lắp lẫn hoàn toàn.
– Năng xuất lao động cao, giá thành sản phẩm hạ.
– Công nhân đứng máy có trình độ tay nghề không cao nhưng thợ điều chỉnh máy lại có trình độ tay nghề cao.
Ví dụ: Dạng sảng xuất hàng khối có thể là chế tạo ô tô, chế tạo máy kéo, chế tạo vòng bi, chế tạo các thiết bị đo lường v.v… sản xuất hàng khối chỉ có thể mang lại hiệu quả kinh tế đối với sản lượng của chi tiết (hoặc của sản phẩm) đủ lớn, khi ma tất cả chi phí cho việc tổ chức sản xuất hàng khối được hoàn lại và giá thành một đơn vị sản phẩm nhỏ hơn so với sản xuất hàng loạt.
Hiệu quả kinh tế chế tạo số lượng sản phẩm được tính theo công thức:
n (1.3)
ở đây: n- số đơn vị sản phẩm;
c- chi phí cho việc thay đổi từ dạng sản xuất hàng loạt sang dạng sản xuất hàng khối.
– giá thành của một đơn vị sản phẩm trong sản xuất hàng loạt.
– giá thành của một đơn vị sản phẩm trong sản hàng khối.
Điều kiện xác định hiệu quả của sản xuất hàng khối trước hết là sản lượng và chuyên môn hoà của nhà máy đối với từng loại sản phẩm cụ thể. Nhưng điều kiện thích hợp nhất của sản xuất hàng khối là chỉ chế tạo một loại sản phẩm với một kết cấu duy nhất.
Tuy nhiên, với sự phát triển của khoa học và kỹ thuật thì kết cấu của sản phẩm cũng cần được thay đổi để có chất lượng hoàn thiện hơn. trong những trường hợp như vậy quy trình công nghệ cũng cần được hiệu chỉnh lại.
Muốn xác định được dạng sản xuất trước hết ta phải biết được sản lượng hàng năm của chi tiết gia công. Sản lượng hàng năm được tính theo công thức :
N = N1.m ( 1 + )
ở đây : N – Số chi tiết được sản xuất trong một năm
N1– Số sản phẩm (số máy) được sản xuất trong một năm
(20.000 chi tiết / năm )
m – Số chi tiết trong một sản phẩm ( một máy )
– Số chi tiết được chế tạo thêm để dự phòng ( 5 ÷ 7 %)
– Số chi tiết phế phẩm ( chủ yếu là trong phân xưởng rèn và
đúc ) = 3 ÷ 6 %
Như vậy N được tính như sau :
N = N1.m ( 1 + ) N = 20000.1 ( 1 + ) = 22000
Vậy ta có N = 22000 ( chi tiết / năm )
- Khối lượng của chi tiết được xác định theo công thức :
Q = V.
Tính thể tích của chi tiết
Để tính thể tích của chi tiết ta chia chi tiết ra làm các Phần nhỏ. Ta tính thể tích từng Phần như hình vẽ sau:
V – Thể tích của chi tiết ( dm3) .Theo hình vẽ dưới đây, ta có:
V = V1 – 6V2 +V3 + V4 + V5 – V6 + V7 – V8
V1 = π.R2.h = π.522.8 = 67958 ( mm3)
V2= π.R2.h = π.4,52.8 = 509 ( mm3)
V3= π.R2.h = π.332.11= 37633( mm3)
V4= π.R2.h = π.182.14 = 14250 ( mm3)
V5= π.R2.h = π.132.10 = 5309 ( mm3)
V6 = π.R2.h = π.22,52.10 = 15904 ( mm3)
V7 = π.R2.h = π.152.7 =4948 ( mm3)
V8 = π.R2.h = π.92.40 = 10178 ( mm3)
Vậy thể tích của chi tiết là:
V = V1 – 6V2 +V3 + V4 + V5 – V6 + V7 – V8
= 97944 ( mm3) = 97944.10-6 ( dm3)
+ Trọng lượng của chi tiêt
Áp dụng công thức : Q = .V
Trong đó: là khối lượng riêng của ngang xám = 7,2 Kg /dm3
Vậy Q = 97944.10-6.7,2= 0,72 kg
Dựa vào bảng 2 trong TKĐA công nghệ với sản lượng 22000 chi tiết / năm và khối lượng chi tiết là 0,72 kg ta xác định được dạng sản xuất loạt lớn.
| Daïng saûn xuaát | Q1 – Troïng löôïng cuûa chi tieát | ||
| > 200 kg | 4 – 200 kg | < 4kg | |
| Saûn löôïng haøng naêm cuûa chi tieát (chieác) | |||
| Ñôn chieác | < 5 | < 10 | < 100 |
| Haøng loaït nhoû | 10 – 55 | 10 – 200 | 100 – 500 |
| Haøng loaït vöøa | 100 – 300 | 200 – 500 | 500 – 5000 |
| Haøng loaït lôùn | 300 – 1000 | 500 – 1000 | 5000 – 50.000 |
| Haøng khoái | > 1000 | > 5000 | > 50.000 |
Phần III
Xác định phôi và phương pháp chế tạo phôi
Trong sản xuất có rất nhiều phương pháp chế tạo phôi khác nhau, tuỳ từng điều kiện cụ thể của từng dạng sản xuất và điều kiện sản xuất của từng nhà máy mà ta có phương pháp tạo phôi khác nhau. Điều cần chú ý khi chọn phôi là phôi phải có hình dáng gần giống như chi tiết cần gia công, như vậy sẽ giảm được các bước công nghệ, nguyên công cần thiết và lượng dư gia công không cần thiết . Từ đó sẽ giảm được chi phí ban đầu giảm giá thành sản phẩm sau này. Có rất nhiều cách chế tạo phôi khác nhau như phôi thép thanh, phôi thép cán, phôi dập , phôi rèn tự do, phôi đúc
3.1. Xác định phương pháp chế tạo phôi
- a) Phôi thép thanh:
Dùng để chế tạo các chi tiết như con lăn, chi tiết kẹp chặt, xilanh, các loại trục
,bánh răng có đường kính nhỏ …
- b) phôi dập:
Phôi dập thường dùng cho các chi tiết sau:
Trục răng côn trục răng thẳng, các loại bánh răng khác các chi tiết dạng càng các
trục chữ thâp.trục khủyu các loai chi tiết này được dập trên máy dập nằm ngang
hoặc nằm dứng.đối với chi tiết nhỏ đơn giản thì dập không có ba via còn nhưng chi
tiết phưc tạp thì dập có ba via(lượng ba vai chiếm khoảng 0.5%-1%)
trọng lượng của phôi.
- c) Phôi rèn tư do
Trong sản xuất đơn chiếc và loạt nhỏ thì người ta chọn phôi rèn tự do ưu điểm của phôi rèn tự do trong sản xuât loạt nhỏ là giá thành của phôi hạ(không phải chế tạo khuôn )
Phôi đúc được ding cho tất cả các chi tiết như:các gối đỡ, các chi tiết dạng hộp các dạng càng phức tạp ,các loại chữ thập…
Vật liệu ding cho phôi đúc thường là gang, thep,đồng ,nhôm và các loại kim loại khác. Như vậy với chi tiết ‘Bích” vật liệu là C45 nên em thấy phôi đúc là hợp lý nhất
- a) Phương pháp đúc áp lưc.
Đúc được các chi tiết có kết cấu phức tạp,vật liệu phưc tạp,có thành mỏng,đúc được các lỗ nhỏ có kích thước khác nhau,có độ nhẵn bóng cao cơ tính vật liệu tốt ,năng xuất cao,nhưng khuôn tróng bị mòn do kim loai nóng bào mon khi đực dẫn dưới áplựclớn.
- b) Phương pháp đúc ly tâm.
Đúc được các vật tròn rỗng mà không cần lõi nên tiết kiệm đươc vật liệu và công làm lõi đúc . Vật đúc có tổ chức kim loại nhỏ mịn chặt không tồn tại rỗ sỉ khi có
độ ngót nhưng khuôn đúc cần có độ bền cao do phải làm việc ở nhiêt độ cao và lực ép của khim loại lớn, lỗ chính xác của lỗ thấp chất lượng bề mặt lỗ kém .
- c) Đúc khuôn khim loại.
Đúc được các vật phức tạp vật đúc có chất lượng tốt ,tuổi bền cao,độ bóng và độ
chính xác hơn hẳn hai phương pháp trên ,tổ choc khim loại nhẵn mịn, năng xuất cao ,hạ giá thành sản phẩm.
- d) Đúc trong khuôn mẫu chảy.
Vật đúc có độ nhẵn bóng và độ chính xác cao đúc các vật đúc có hinh dạng phức tạp ,nhưng năng xuất thấp dùng để đúc các kim loại quy như :vàng bac,…
- e) Đúc liên tục:
Thích hợp với các vật đúc dài ,đúc các tấm kim loại cho cán ,vật đúc không có độ co, rỗ sỉ, ít bị thiên tích .
Như vậy với những ưu điểm và dạng sản xuất em chọn phương pháp đúc trong khuôn kim loại là hợp lý nhất.
3.3. Xác định phương pháp chế tạo phôi:
3.3.1. Công nghệ đúc gang xám rất tốt vì:
– Tính đúc của gang xám tương đối tốt, tính chảy loãng cao.
– Khối lượng riêng của gang xám cao g = 7 Kg/dm3 , tính chảy loãng tốt nên ít bị rỗ khí và lẫn tạp chất sau khi đúc .
– Độ co ngót của gang nhỏ nên hạn chế được hiện tượng lõm co sau khi đúc .
3.3.2. Phương pháp đúc trong khuôn kim loại có rất nhiều đặc điểm nổi trội hơn trong khuôn cát :
– Đúc trong khuôn kim loại cho ta sản phẩm đúc có độ chính xác về kích thước và độ bóng cao hơn nhiều trong khuôn cát (Có thể đúc với độ chính xác cao với công nghệ cao)
– Có khối lượng riêng cao nên tổ chức vật đúc tốt chất lượng bề mặt cao, tính lún hầu như không có.
– Dễ cơ khí hoá, tự động hoá, linh động trong sản xuất cho năng xuất tương đối cao.
bóng,thông khí tốt .
– Không hút nước và bền nên vật đúc ít rỗ khí,ít nứt và các khuyết tật khác .
– Giảm hao phí kim loại cho hệ thống rót vì không cần hệ thống rót lớn .
– Đơn giản hoá quá trình đổ khuôn và làm sạch vật đúc .
– Quá trình chế tạo khuôn vỏ mỏng dễ cơ khí hoá,tự động hoá .
* Hỗn hợp gồm :
– Bột cát thạch anh với 4-6% punvebakelit (là hỗn hợp của fenol và uretropin,dễ đông đặc ,dễ nhào trộn với cát)
* Trình tự đúc :
– Ghép mẫu vào tấm mẫu,ding mẫu bằng kim koaij kẹp chặt trên tấm mẫu bằng thép hoặc gang xám,làm sạch mẫu rồi phun lên lớp cách mẫu bằng dầu mazut .
– Nung nóng mẫu và tấm mẫu đến nhiệt độ 220-2500C .
– Lấy mẫu và tấm mẫu ra khỏi lò,quay đi 1800 rồi kẹp chặt với thing chứa hỗn
hợp làm khuôn .
– Quay thùng chứa hỗn hợp khuôn cùng với mẫu và tấm mẫu 1800 vật liệu làm khuôn sẽ đè lên mẫu và tấm mẫu .
– Nhờ mẫu và tấm mẫu nóng,nên làm các phần tử fenol chảy ra và liên kết các hạt cát với nhau. Giữ ở vị trí đó trong khoảng 12-20 giây,ta sẽ được chiều dày thành khuôn khoảng 6-8(mm)
– Quay thùng chứa với hỗn hợp khuôn cùng với tấm mẫu về vị trí đầu.
– Lấy tấm mẫu cùng với lớp khuôn đem sấy ở nhiệt độ 350-3700C trpog 1-2 phút để làm chảy đều các phần tử punvebakelit còn sót lại làm kết dính hạt cát tăng độ bền cho khuôn.
– Tách khuôn vỏ mỏng khỏi mẫu và tấm mẫu.
* Làm 1 nửa khuôn kia cũng theo quy trình trên .
* Quá trình làm lõi cũng tương tự như như quy trình làm khuôn nhưng làm trên máy thổi cát.
* Sau khi tiến hành lắp khuôn lõi và 2 nửa khuôn bằng cách dán hoặc kẹp,để tăng độ bền cho khuôn cát nhất là khi đúc chi tiết lớn,sau khi kẹp các mẫu khuôn với nhau ta đem đặt khuôn vỏ mỏng vào hòm khuôn và làm khuôn cát bao bọc xung quanh hoặc kẹp thêm bằng 1 khung kim loại .* Cuối cùng đem rót kim loại vào khuôn ,dỡ khuôn và thu nhận sản phẩm.
Phần IV
Thiết kế quy trình công nghệ gia công
4.1. Xác định đường lối công nghệ :
Trong quá trình thực hiện sản xuất thì đường lối công nghệ có ý nghĩa quyết định đến sự đảm bảo về độ chính xác, khả năng làm việc, độ bóng bề mặt giá thành và chất lượng của sản phẩm. Vì vậy tuỳ từng điều kiện sản xuất mà ta có rất nhiều cách thực hiện biên pháp công nghệ khác nhau nhằm đảm bảo năng xuất và độ chính xác theo yêu cầu. Ta có thể thực hiện các bước công nghệ bằng cách tập trung nguyên công , Phần tán nguyên công. Do chi tiết được sản xuất theo kiểu hàng loạt lớn với độ chính xác và độ bóng tương đối cao ngoài ra còn để phù hợp với điều kiện sản xuất chủ yếu là gia công chi tiết trên máy vạn năng với đồ gá chuyên dùng nên ta chọn phương pháp phân tán nguyên công.
Để phù hợp với điều kiện sản xuất hàng loạt lớn tuỳ từng điều kiện của cơ sở sản xuất, vật liệu, phôi mà ta có thể sử dụng các máy vạn năng, chuyên dùng, tự động, bán tự động … cùng các đồ gá chuyên dùng để thực hiện quá trình công nghệ gia công sản phẩm.
Các bề mặt gia công:
– Mặt làm việc (mặt lỗ) yêu cầu độ nhám Ra=1,25, khi độ nhám bề mặt này càng cao thì khả năng diễn ra bôi trơn ma sát ướt càng dễ. Yêu cầu cấp chính xác đường kính lỗ đạt CCX6. Yêu cầu này ta có thể thực hiện được nhưng cũng gặp khó khăn bởi với cùng một CCX thì việc gia công trục bao giờ cũng dễ hơn, hơn nữaviệc gia công đạt yêu cầu đó là không cần thiết bởi trong thực tế, kiểu lắp giữa bạc và trục thông thường là các kiểu lắp lỏng tiêu chuẩn: H7/e8 ; H7/f7 ….Như vậy, với đườn kính lỗ bạc chỉ cần gia công với CCX7 là đủ.
– Với mặt trụ (Ø18), yêu cầu CCX7 và độ nhám Ra=2,5 là hợp lý tuy vậy, nếu ta thực hiện gia công toàn bộ mặt ngoài với cùng yêu cầu đó thì rất khó và không cần thiết. Do vậy ở đây ta có thể thực hiện hạ bậc mặt ngoài với các đường kính Ø26, Ø45, Ø66, Ø104. Khi hạ bậc mặt ngoài cần lưu ý đến biến dạng hướng kính bởi lúc này chiều dầy thành bạc đã giảm xuống.
– Các mặt còn lại không có vấn đề gì khó khăn khi gia công để đạt được độ bóng và độ chính xác.
– Việc gia công hai lỗ bắt bu lông cũng gặp khó khăn bởi:
+ Hai lỗ này là hai lỗ bậc nên phải gia công bằng hai dao và hai bạc dẫn khác nhau.
–
Lập thứ tự các nguyên công :
Để có thể gia công được sản phẩm đảm bảo được năng xuất cũng như độ chính xác ta phải có đường lối công nghệ đúng đắn. Phân chia ra các nguyên công ( Các bước công nghệ ) sao cho phù hợp, như nguyên công nào được thực hiện trước, nguyên công nào sau sao cho việc chọn chuẩn thống nhất được các bề mặt trước từ đó làm cơ sở để gia công các bề mặt sau có độ chính xác cao hơn. Chính vì lý do này ta chia quá trình gia công chi tiết ra các nguyên công như sau :
- Nguyên công 1: Tiện mặt đầu A, tiện lỗ Ø45, Ø18; trụ Ø104.
- Nguyên công 2 : Đảo đầu, tiện mặt đầu, tiện trụ Ø26, Ø36, Ø30, Ø66
- Nguyên công 3 : Tiện ren M36
- Nguyên công 4 : Khoan 8 lỗ Ø9