Mô tả đồ án: Gồm các file như ảnh trên
Giá: 400.000vnđ – Mã số: doantotnghiep.me000050
Thanh toán
LỜI NÓI ĐẦU
Công nghệ CTM là một môn khoa học, cung cấp các kiến thức cơ sở trong lĩnh vực chế tạo máy . Để sản suất ra một sản phẩm tương ứng , lưu thông trên thị trường, thì sản phẩm đó phải có tính cạnh tranh, đem lại hiệu quả cao cho nhà sản suất, nó phải thỏa mãn các chỉ tiêu kinh tế – kỹ thuật theo một yêu cầu cho trước. Để làm được điều này vai trò của người công nghệ là chủ đạo.
Do vậy mỗi sinh viên phải trang bị cho mình một lượng kiến thức đấy đủ. Từ cơ bản đến chuyên sâu, để có khả năng làm việc tốt hiệu quả trong tương lai.
Đồ án công nghệ CTM giúp sinh viên tiếp cận thực tế nhanh hơn , với nhiệm vụ gia công chi tiết dạng càng và sự hướng dẫn tận tụy của thầy
Em đã hoàn thành công việc của mình đúng thời hạn, đủ các yêu cầu được giao . Qua đó em đã củng cố thêm được nhiều kiến thức từ lý thuyết đến thực tiễn, để thiết kế sản phẩm của mình đạt yêu cầu, đồng thời đảm bảo khả năng về kinh tế kỹ thuật trong điều kiện sản suất cụ thể của nhà máy nói riêng của nước ta nói chung. Đó là những kiến thức cần thiết, thực tế cho công việc của em sau này.
* Cuối cùng em xin chân thành cảm ơn thầy Đoàn Đình Quân tận tình chỉ bảo và giúp đỡ em hoàn thành đồ án môn học này. Em rất mong được sự chỉ bảo của các thầy cô trong bộ môn công nghệ CTM của khoa cơ khí trường ĐHSPKT Hưng Yên , để em vững vàng hơn cho công việc sau này.
Hưng Yên : 10/03/2011
Sinh viên: Nguyễn Hữu Mạnh
Thuyết minh đồ án môn học
Công nghệ chế tạo máy
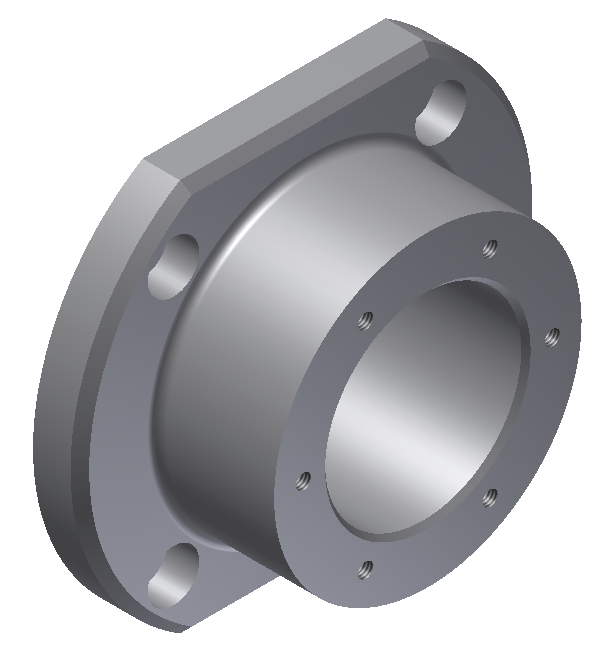
I. Phân tích chức năng làm việc của chi tiết và điều kiện làm việc.
1.Phân tích:
Đây là chi tiết dạng càng , các chi tiết càng thường có chức năng biến chuyển động của chi tiết này thành chuyển động quay của chi tiết khác
(pít tông của động cơ đốt trong – trục khuỷu).Ngoài ra chi tiết càng còn dùng để đẩy các bánh răng (khi cần thay đổi tỉ số truyền trong hộp giảm tốc ).
– Kích thước lớn nhất của chi tiết: l=120mm.
Chi tiết có mặt làm việc là mặt trụ, vì vậy mặt trụ phải được gia công chính xác,đảm bảo độ bóng, độ vuông góc giữa các lỗ f22 và f28 , độ vuông góc giữa đường tâm trục và mặt đầu, độ đồng tâm giữa hai lỗ f22 , đạt chỉ tiêu công nghệ yêu cầu….
2. Điều kiện kỹ thuật:
-Kích thước lỗ cơ bản gia công với độ chính xác : 7.
-Độ không đồng tâm giữa các đường tâm lỗ f 22 : 0,05/100.
-Độ không vuông góc giữa đường tâm lỗ và mặt đầu : 0,1mm/100mm.
-Độ không vuông góc giữa các mặt đầu lỗ f 22H7,f28H7 : 0,1mm/100mm.
-Độ không song song giữa các mặt đầu lỗ f22H7 : 0.05mm/100mm.
-Độ cứng vật liệu : 180HB – 220HB (gang xám).
-Độ nhám mặt đầu : Rz= 40.
-Độ nhám mặt trụ: Rz= 20
II. Tính công nghệ trong kết cấu.
– Tính công nghệ trong kết cấu phải được đảm bảo từ khâu thiết kế để giảm thời gian và nâng cao chất lượng khi chế tạo, đảm bảo độ cứng vững, độ bền khi gia công.Các bề mặt chuẩn đảm bảo gá đặt chi tiết khi gia công và lắp ráp. Bề mặt gia công thuận lợi cho việc gia công trên máy phay, máy khoan và máy doa. Các lỗ đồng tâm thuận tiện cho việc gia công cùng một lần gá, đảm bảo độ chính xác gia công.
– Với mục tiêu trên chi tiết có một số nét công nghệ điển hình sau:
+ Thân càng gạt đối xứng qua một mặt phẳng do đó có thể gia công các mặt đầu trong cùng một nguyên công .
+ Hai lỗ có chiều dài bằng nhau, các mặt đầu của các lỗ này nằm trên các mặt phẳng song song với nhau tạo điều kiện gia công đồng thời các mặt đầu.
+ Hai lỗ đồng tâm nên có thể khoan hai lỗ trong một lần gá.
– Ngoài ra chi tiết càng gạt được chế tạo bằng phương pháp đúc từ gang xám với độ cứng của vật liệu HB 200 có:
+ Ưu điểm : Giá rẻ, thuận tiện chế tạo phôi đúc.
+ Nhược điểm : Cơ tính không cao, chế tạo bằng phôi đúc nên năng suất thấp, khó tự động hóa và cơ khí hoá.
– Trong kết cấu gia công cơ thì chi tiết có nhược điểm : Vị trí của 2 lỗ và lỗ có đường tâm vuông góc với nên khi gia công các lỗ trên ta phải thay đổi cách gá đặt. Quá trình đó ảnh hưởng đến độ của lỗ và lỗ .
III. Xác định dạng sản xuất.
*Dựa vào sản lượng hàng năm và khối lượng hàng của phôi để xác định dạng sản xuất.
– Công thức sản lượng hàng năm :
N = N0.m..
No- Sản lượng sản phẩm trong một năm , No =20000 (chiếc/năm).
N- Số chi tiết sản suất trong một năm .
m-Số chi tiết trong một sản phẩm, ( m =1 ).
-Số chi tiết được chế tạo thêm để dự trữ ,( 5 7).
-Số phần trăm phế phẩm , =(3 7).
N = 20000.1. = 25000 (chi tiết/năm)
– Công thức khối lượng chi tiết :Q = V.
V-Thể tích chi tiết.
: Khôí lượng riêng của vật liệu. =7,2 ( kg/dm3 ).
* Tính V : Thể tích của chi tiết dm3
V = V1 + 2V2 + V3
V1=
2.[10.13.40 + 77.58.40 -.(77.32.40) – .542. /2.40 – .262. /2.40]
= 99215,26 mm
Vậy:
V= 97968+2.14893,03 + 99215,26
= 226969,32 mm3
= 0,227 dm3
Q = 0,227 . 7,2= 1,6344 (Kg).
Q = Vchitiết . 0,227 . 7,2 1,6344 (Kg).
Tra bảng 2 trang 13 sách thiết kế đồ án công nghệ chế tạo máy.
Tác giả Trần Văn Địch ta có: Q = 1,6344 kg < 4kg; N =28 305
ð Đây là dạng sản xuất hàng loạt lớn.
IV. Chọn phương pháp chế tạo phôi.
– Phương pháp chế tạo phôi được xác định theo kết cấu của chi tiết, vật liệu, dạng sản xuất và điều kiện sản xuất cụ thể của từng nhà máy, xí nghiệp. Chế tạo phôi phải dựa trên cơ sở lượng dư, kích thước và dung sai của phôi. Tuỳ theo yêu cầu về độ chính xác, sản lượng, chất lựơng của chi tiết mà có thể sử dụng các phương pháp chế tạo phôi khác nhau như đúc, rèn, dập… Theo yêu cầu sản suất chi tiết càng gạt với vật liệu là gang xám GX 21- 40 nên ta chọn phương pháp đúc để chế tạo phôi.
– Xét 2 phương pháp đúc sau:
+ Đúc trong khuôn cát
Nếu dùng phương pháp đúc trong khuôn cát, do tính chảy loãng kém và chi tiết càng gạt ở đây nhỏ nên dễ bị thiên tích và rỗ khí. Mặt khác, đúc trong khuôn cát cho bề mặt chi tiết xấu, kém chính xác, lượng dư nhiều gây khăn cho quá trình cắt gọt.
+ Đúc trong khuôn kim loại
Khi sử dụng phương pháp đúc trong khuôn kim loại thì phôi đạt được độ chính xác cao hơn, chất lượng bề mặt tốt hơn, lượng dư nhỏ hơn, ít bị rỗ khí và thiên tích do khuôn được sấy nóng trước nên tốc độ truyền nhiệt chậm, có khả năng cơ khí hoá, tự động hoá cao. Giá thành sản xuất đúc nói chung hạ hơn so với các dạng sản xuất khác. Hơn nữa, khuôn có thể được sử dụng nhiều lần nên rất thuận tiện cho sản xuất hàng loạt.
Kết luận : Từ yêu cầu bề mặt, chức năng, điều kiện làm việc và dạng sản xuât của chi tiết là loạt vừa nên ta chọn phương pháp chế tạo phôi là đúc trong khuôn kim loại
V. LẬP THỨ TỰ CÁC NGUYÊN CÔNG.
5.1- Xác định đường lối công nghệ.
Với dạng sản xuất loạt vừa và để phù hợp điều kiện sản xuất ở nước ta là các máy chủ yếu là máy vạn năng nên ta chọn phương án gia công phân tán nguyên công kết hợp với đồ gá chuyên dùng và gia công tuần tự các bề mặt.
5.2- Chọn phương pháp gia công.
Chọn phương pháp gia công thích hợp để đạt độ bóng và độ chính xác yêu cầu.
– Gia công lỗ +0,01 đạt độ bóng Ra = 2,5( m)
Dung sai +0,01 ứng với cấp chính xác 78
Có thể áp dụng phương pháp gia công lần lượt là: Khoan, khoét, doa.
– Gia công lỗ +0,01 độ bóng Ra = 2,5 ( m)
Dung sai +0,01 ứng với cấp chính xác 78
Có thể áp dụng phương pháp gia công lần lượt là: Khoan, khoét, doa.
– Gia công lỗ độ bóng Rz = 40 ( m)
Dung sai +0,2 ứng với cấp chính xác 56
Có thể áp dụng phương pháp gia công là: Khoan , taro
– Gia công kích thước 60+0,03 (mm), độ bóng Rz = 40( m)
Có thể áp dụng phương pháp gia công cuối cùng là: Phay
– Gia công kích thước 67,6+0,2(mm), độ bóng Rz = 40( m)
Có thể áp dụng phương pháp gia công cuối cùng là: Phay
5.3- Lập tiến trình công nghệ.
Nguyên tắc chung lập tiến trình công nghệ là nhằm đảm bảo năng suất và độ chính xác yêu cầu. Năng suất và độ chính xác phụ thuộc vào chế độ cắt, lượng dư, số bước và thứ tự các bước công nghệ…
Tuy nhiên, trong thực tế một dạng sản xuất có thể có nhiều phương án gia công khác nhau. Số nguyên công cũng như thứ tự các nguyên công phụ thuộc vào dạng phôi, độ chính xác yêu cầu của chi tiết.
Để phù hợp với yêu cầu kỹ thuật đặt ra, ở đây ta dùng phương án hợp lý nhất có thứ tự các nguyên công như sau:
NC 1: Phay đồng thời 2 mặt đầu A,B
NC 2: Khoan, khoét, doa lỗ đặc
NC 3: Phay 4 mặt đầu C,D,E,F
NC 4: Khoan, khoét, doa 2 lỗ
NC 5: Khoan, taro lỗ đầu M8
NC 6: Kiểm tra độ đảo mặt đầu.
Sơ đồ gá đặt, ký hiệu định vị kẹp chặt, chọn máy, chọn dao, ký hiệu chiều chuyển động của dao và của chi tiết được thực hiện trong phần thiết kế nguyên công sau đây: