Mô tả đồ án: Gồm các file như ảnh trên
Giá: 400.000vnđ – Mã số: doantotnghiep.me000065
Tải đồ án
LỜI NÓI ĐẦU
Nước ta đang trên con đường công nghiệp hoá và hiện đại hoá đất nước theo đường lối xây dựng CNXH. Đảng ta đã đề ra đồng thời 3 cuộc cách mạng KHKT là then chốt để tạo ra của cải cho xã hội . Do đó phải ưu tiên công nghiệp nặng một cách hợp lý. Song song với việc phát ngành chế tạo máy đòi hỏi phải có đọi ngũ cán bộ công nhân kỹ thuật lành nghề , để đáp ứng nhu cầu của sự phát triển đó . Hiện nay em là một sinh viên đã và đang theo được trang bị kiến thức về mặt lý luận , vẽ kỹ thuật cơ sở và đặc biệt là kiến thức chuyên môn , tay nghề để sau này ra trường với vốn kiến thức được trang bị em có thể góp một phần nhỏ bé của mình làm giàu cho đất nước .
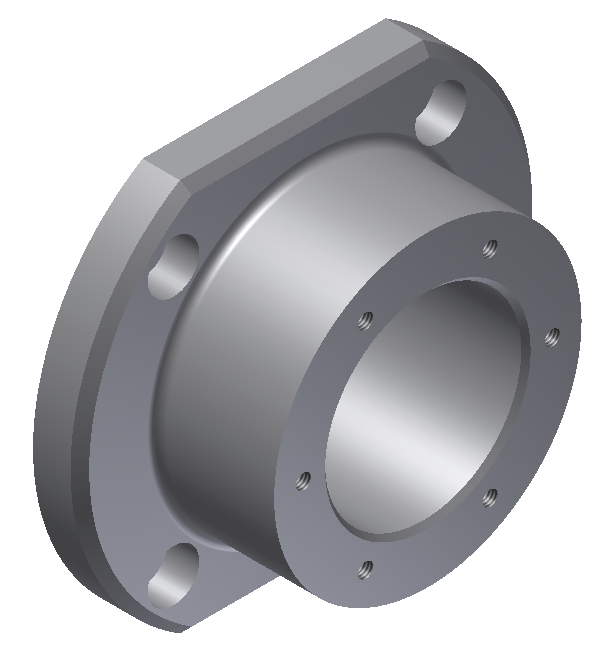
Vừa rồi em đã được giao đề tài: Thiết kế quy trình công nghệ gia công chi tiết “Chân đế”.
Mục đích của đề tài này nhằm kiểm tra đánh giá việc vận dụng kiến thức khoa học kỹ thuật vào thực tế sản xuất đã được tiếp thu trong quá trình học tập tại trường ĐHSPKT Hưng yên, so sánh giữa lý thuyết và thực tế sản xuất và đặc biệt là rèn luyện kỹ năng nghề cho em.
Sau khi nhận đề tài với sự giúp đỡ, hướng dẫn của cô Vũ Thị Quy và các thầy cô giáo trong khoa cùng các bạn và sự nỗ lực cố gắng của bản thân em đã làm việc một cách nghiêm túc cùng với sự tìm tòi nghiên cứu tài liệu cho đến nay đề tài của em đã được hoàn thành .
Trong quá trình thực hiện mặc dù đã cố gắng hết sức nhưng do trình độ còn hạn chế cũng như kinh nghiệm còn ít nên không tránh khỏi những sai sót .
Vậy em tha thiết kính mong sự chỉ bảo giúp đỡ của các thầy cô giáo để đề tài của em được hoàn thiện hơn .
Em xin chân thành cảm ơn các thầy cô đã giúp em hoàn thành đề tài này.
Hưng Yên, ngày … tháng … năm 2011
Sinh viên
Hà Văn Thịnh
PHẦN I
PHÂN TÍCH CHỨC NĂNG LÀM VIỆC CỦA CHI TIẾT
Chi tiết “Chân đế ” được làm bằng gang xám: C15-32 có giá trị nhỏ nhất của độ bền kéo là :dk=150 N/mm2 , giá trị nhỏ nhất của độ bền uốn là: du= 320 N/mm2, và có độ cứng HB= 170 á 241; đây là loại gang có độ cứng cao , độ bền nén xấp xỉ thép, độ bền kéo , độ dẻo dai va đập thấp hơn thép . Do có nhiều Cr nên khi cắt gọt phoi dễ gãy , vì vậy tính cắt gọt tốt .Cr có tác dụng bôi trơn trong quá trình làm việc nên gang ít mài mòn . Do vậy nên nó rất phù hợp với điều kiện làm việc của chi tiết “Chân đế ” .
Chi tiết “Chân đế ” là một chi tiết tương đối quan trọng, nó không thể thiếu được bởi vì bản thân máy muốn thăng bằng và cứng vững trong quá trình làm việc thì phải nhờ đến “Chân đế”. Ngoài ra nhờ có chân đế mà máy có thể lắp kết hợp với các loại đồ gá để thực hiện các phương pháp gia công khác nhau.
Chi tiết “Chân đế” là một loại chi tiết có một số lỗ cơ bản mà tâm của chúng song song với nhau. Ơ đây chi tiết của đề tài này là chi tiết có 3 lỗ cơ bản f20+0,036 , lỗ và f10+0,36 . Đường tâm của 3 lỗ f20+0,036 , lỗ và f10+0,36 song song với nhau. Trên chi tiết này ngoài những lỗ cơ bản ở trên ra còn có các mặt đầu và mặt ngoài của chi tiết (mặt ngoài của hai trụ) cũng được gia công nhẵn và chính xác để làm bề mặt định vị đặc biệt là mặt phẳng đế dùng là gốc kích thước và nhiều nguyên công chọn làm chuẩn tinh chính.
Chi tiết “chân đế ” làm việc chủ yếu là các lỗ f20+0,036 , lỗ và f10+0,36 . Độ chính xác của 3 lỗ này quyết định nhiều tới độ chính xác ăn khớp trong qúa trình làm việc của chi tiết.
Qua nghiên cứu công dụng của chi tiết “chân đế ”để đảm bảo cho quá trình làm việc của chi tiết khi chế tạo chi tiết “chân đế ” này cần đảm bảo những điều kiện kỹ thuật sau :
Kích thước 3 lỗ f20+0,036 , lỗ và f10+0,36 được gia công với độ chính xác cấp 6 á 7 và độ bóng bề mặt Rz20 á Rz10.
Độ không song song và vuông góc của các mặt phẳng còn lại từ 0,025á 0,1 (mm).
Trong quá trình làm việc chi tiết được định vị nhờ hai mặt bên và mặt đáy của đế , Để đảm bảo gia công được chính xác lỗ cần gia công thì lỗ f20+0,036 , lỗ và f10+0,36 phải được gia công chính xác và đúng trắc diện.
Để đạt được các yêu cầu kỹ thuật trên ta có thể gia công được dễ dàng trên các máy vạn năng vơí các đồ gá chuyên dùng ta sẽ thiết kế ở phần sau .
PHẦN II
PHÂN TÍCH TÍNH CÔNG NGHỆ CỦA CHI TIẾT
Tính công nghệ của một sản phẩm hay của một chi tiết là đảm bảo những yêu cầu và công nghệ chế tạo được sản phẩm đó tận dụng được nguyên liệu, hợp lý hoá kết cấu sao cho chi tiết đó dễ tháo lắp tận dụng được thời gian gia công và thời gian lắp ráp, vật liệu trong quá trình gia công là ít nhất, sử dụng được các phương pháp gia công tiên tiến để nâng cao được chất lượng sản phẩm và hạ giá thành.
Trên chi tiết có nhiều bề mặt phải gia công trong đó có nhiều bề mặt đòi hỏi phải chính xác, trên chi tiết cũng có nhiều lỗ. Do vậy, để đảm bảo cho việc chế tạo chi tiết đúng tiêu chuẩn và hoạt động tốt thì ta sẽ dùng phương pháp đúc để chế tạo phôi.
Nhược điểm của kết cấu:
– Gia công lỗ khó khăn, khoảng cách lỗ ngắn
– Khi đúc dễ để rỗ khí, phôi đúc còn phải đảm bảo lượng dư cho gia công cơ.
Ưu điểm của kết cấu:
– Gia công tương đối thuận tiện và năng suất.
– Lắp ráp thuận tiện vì nó có ít mối lắp ghép, tính lắp lẫn cao.
– Tiết kiệm vật liệu.
PHẦN III
XÁC ĐỊNH DẠNG SẢN XUẤT
Việc xác định quy mô và tổ chức sản xuất cho chi tiết là quan trọng cho các bước làm việc tiếp theo. Nếu xác định không đúng nó sẽ ảnh hưởng đến việc lập quy trình công nghệ theo nguyên tắc nào và đảm bảo cho sản lượng hàng năm của chi tiết hay không.
Trong chế tạo máy người ta phân biệt 3 dạng sản xuất:
– Sản xuất đơn chiếc.
– Sản xuất hàng loạt ( hàng loạt lớn, hàng loạt vừa và hàng loạt nhỏ )
– Sản xuất hàng khối.
Mõi dạng sản xuất có những đặc điểm riêng, phụ thuộc vào nhiều yếu tố khác nhau, tuy nhiên ở đây chúng ta không nghiên cứu những đặc điểm của từng dạng sản xuất mà chỉ nghiên cứu phương pháp xác định chúng theo tính toán.
Để đảm bảo sản lượng hàng năm của đề tài giao phải xác định dạng sản xuất, từ đó làm cơ sở để ta thiết kế quy trình công nghệ và đồ gá cùng các trang thiết bị khác phù hợp nhằm giảm giá thành mà vẫn đảm bảo chất lượng và sản lượng sản phẩm. Muốn xác định quy mô và hình thức tổ chức sản xuất trước hết phải biết sản lượng hàng năm của chi tiết, sau đó đến trọng lượng của chi tiết,
Khi đã xác định được sản lượng hàng năm của chi tiết, trọng lượng của chi tiết, ta căn cứ vào bảng tiêu chuẩn để đưa ra dạng sản xuất thích hợp.
*,Sản lượng của chi tiết gia công .
+ Sản lượng hàng năm của chi tiết gia công được tính theo công thức :
N = N1 . m .(1+ ).
Trong đó :
N : Số chi tiết sản xuất trong năm.
N1 : Số sản phẩm sản xuất trong một năm (theo kế hoạch của đề tài ).
N1 = 25000 chiếc /1 năm.
m : số chi tiết trong sản phẩm. m = 1.
: số % chi tiết phế phẩm; thường = 3 6% lấy = 5%.
: số % chi tiết chế tạo dự trữ . thường =57%. Chọn = 6%.
Thay vào công thức ta có:
N = 25000 . 1. (1 + )=26640(chi tiết / 1 năm).
*) Tính trọng lượng của chi tiết:
Sau khi xác định được sản lượng thực tế hàng năm N ta phải xác định trọng lượng Q của chi tiết.
áp dụng công thức :
Q = V.
Trong đó : Q : trọng lượng của chi tiết (kg).
V : thể tích của chi tiết (dm3).
: trọng lượng riêng của chi tiết .
Vật liệu của chi tiết là gang xám C 15-32.
Ta có = 6,87,4(kg/dm3).
Chọn = 7 (kg/dm3).
Tra theo dòng 17 trang 31 sách hướng dẫn thiết kế đồ án công nghệ chế tạo máy.
Muốn tính được thể tích của chi tiết ta phải chia chi tiết ra nhiều khối đơn giản.
V1 = 100 . 44 . 10 = 44000(mm3)
V2 = . 152 . 15 = 10597,5 (mm3 )
V3 = . 172 . 30 = 27223,8 (mm3)
V4 = .( 10 + 25 ) . 18 . 6 = 1890 (mm3 )
V5 = 92 . . 18 = 4587,12 (mm3)
V6 = 102 . . 40 = 12560 (mm3)
V7 = . 52 . 7 = 549,5 (mm3)
Vậy thể tích của toàn bộ chi tiết là:
V = (V1 + V2 + V3 + V4 ) – (V5 + V6 + v7)
= (44000 + 10597,5 + 27223,8 + 1890) – (4587,12 + 12560 + 549,5)
= 66014,68( mm3 ) = 0,066 (dm3 )
Thay vào biểu thức Q = V.
Nên Q = 0,066 . 7 = 0,462 ( Kg )
Tra theo bảng (2.6 trang 31 sách Hướng dẫn thiết kế đồ án chế tạo máy)
Bảng định dạng sản xuất:
Dạng sản xuất
Q trọng lượng của chi tiết
> 200 Kg (4 – 200) Kg < 4 Kg
Sản lượng hàng năm trong chi tiết ( Chiếc ) .
Đơn chiếc < 5 < 10 < 100
Hàng loạt nhỏ 55 – 100 10 – 200 100 – 500
Hàng loạt vừa 100 – 300 200 – 500 500 – 5000
Hàng loạt lớn 300 – 1000 500 – 1000 5000 -50000
Hàng khối > 1000 > 5000 >50000
Dựa theo bảng xác định dạng sản xuất trên để xác định dạng sản xuất cho chi tiết “ Chân đế ”.
Chi tiết của đề tài có trọng lượng Q = 0,462 kg theo bảng trên ta xác định dạng sản xuất là hàng loạt lớn.
– Vì có sản lượng sản phẩm trung bình hàng năm là tương đối lớn.
– Các loạt sản xuất ở đây được đưa vào theo chu kì .
– Sử dụng thiết bị chuyên dùng và rộng rãi các cách gá lắp cho chi tiết.
PHẦN IV
CHỌN PHƯƠNG PHÁP CHẾ TẠO PHÔI
Loại phôi được xác định theo kết cấu của chi tiết, loại vật liệu, điều kiện kỹ thuật, dạng sản xuất. Có nhiều phương pháp tạo phôi khác nhau:
+ Phôi đúc : Đúc được các chi tiết có kết cấu hình dáng phức tạp ; thường chế tạo bằng gang, thép phù hợp với dạng sản xuất hàng loạt và nhỏ.
+ Phôi cán : Hay còn gọi là phôi thép thanh dùng để chế tạo các chi tiết như con lăn, chi tiết kẹp chặt.
+ Phôi dập : Dùng cho các loại chi tiết bánh răng , trục khuỷu, trục chữ thập.
Theo yêu cầu của đề tài là chi tiết “ chân đế “ với vật liệu là gang xám GX15-32 có kết cấu không phức tạp, dựa vào dạng sản xuất là sản xuất hàng loạt lớn đã được xác định ở phần II thì loại phôi cho chi tiết này là phôi đúc là hợp lý nhất.
IV -1. Xác định loại phôi.
Trước tiên để chọn được phương pháp chế tạo phôi, chúng ta cần phải xác định được loại phôi.
Loại phôi được xác định theo kết cấu của chi tiết, loại vật liệu, điều kiện kỹ thuật, dạng sản xuất. Có nhiều phương pháp tạo phôi khác nhau:
+ Phôi đúc : Phôi đúc có nhiều loại tuỳ thuộc vào phương pháp đúc, kiểu khuôn đúc và các điều kiện tạo phôi khác. Có thể đúc được các chi tiết có kết cấu hình dáng phức tạp, thường chế tạo bằng gang, thép phù hợp với dạng sản xuất hàng loạt. Phôi được dùng cho các loại chi tiết như : các gối đỡ, các chi tiết dạng hộp, các loại càng phức tạp, các loại trục chữ thập.
+ Phôi cán : Hay còn gọi là phôi thép thanh dùng để chế tạo trực tiếp các chi tiết hoặc dùng làm nguyên liệu ban đầu khi tạo phôi bằng phương pháp biến dạng dẻo. Các loại phôi cán chuyên dùng được sử dụng trong sản xuất hàng khối và loạt lớn, các chi tiết như con lăn, chi tiết kẹp chặt.
+ Phôi rèn và phôi dập : Để chế tạo các chi tiết trong điều kiện sản xuất hàng loạt và hàng khối. Dùng cho các loại chi tiết bánh răng , trục khuỷu, trục chữ thập, các trục nhỏ dần về hai phía, vòng tròn, bạc và các chi tiết có lỗ thông hoặc không thông.
Theo yêu cầu của đề tài là thiết kế quy trình công nghệ chế tạo chi tiết “ Chân đế ” với vật liệu là gang C15-32 có kết cấu không phức tạp, dựa vào dạng sản xuất là sản xuất hàng loạt vừa đã được xác định ở phần III thì loại phôi cho chi tiết này là phôi đúc là hợp lý nhất. Tuy nhiên khi chọn phôi cần phải chú ý chọn phôi có hình dáng gần như hình dáng của chi tiết gia công.
IV -2. Phương pháp tạo phôi.
Trong ngành chế tạo máy thì tùy theo dạng sản xuất mà chi phí về phôi liệu chiếm từ 3060% tổng chi phí chế tạo. Phôi được xác lập hợp lý sẽ đem lại hiệu quả kinh tế cao và khi chế tạo phải đảm bảo lượng dư gia công.
– Lượng dư quá lớn sẽ tốn nguyên vật liệu tiêu hao lao động để gia công nhiều, tốn năng lượng, dụng cụ cắt vận chuyển nặng dẫn tới giá thành tăng.
– Lượng dư quá nhỏ sẽ không đủ để hớt đi các sai lệch của phôi để biến phôi thành chi tiết hoàn thiện, làm ảnh hưởng tới các bước nguyên công và các bước gia công.
Như vậy việc xác định phương pháp tạo phôi dựa trên các cơ sở sau đây :
– Kết cấu hình dáng, kích thớc của chi tiết .
– Vật liệu và đặc tính vật liệu của chi tiết mà thiết kế đòi hỏi.
– Sản lượng của chi tiết hoặc dạng sản xuất.
– Hoàn cảnh và khả năng cụ thể của xí nghiệp.
– Khả năng đạt được độ chính xác và yêu cầu kĩ thuật của phương pháp tạo phôi.
Vì vậy chọn phương án tạo phôi hợp lý sẽ nâng cao tính sử dụng của chi tiết, để xây dựng phương án tạo phôi hợp lý ta so sánh các phương án tạo phôi sau:
IV.2.1. Đúc áp lực.
Đúc áp lực chủ yếu được sử dụng để tạo phôi cho các chi tiết từ vật liệu thiếc, nhôm, manhê và hợp kim kẽm. Có thể đúc được các vật liệu đúc phức tạp có thành mỏng, đúc được các lỗ nhỏ có kích thớc khác nhau, có độ bóng và chính xác cao, cơ tính của vật liệu tốt, năng suất cao.
Nhưng khuôn chóng bị mòn do kim loại nóng bào mòn khi được dẫn tới áp lực cao.
IV.2.2. Đúc ly tâm.
Đúc được các vật tròn rỗng mà không cần dùng lõi do đó tiết kiệm được vật liệu và công làm lõi.
Không cần dùng hệ thống rót lên tiết kiệm được kim loại, có thể đúc được các vật thể mỏng. Vật đúc có tổ chức kim loại mịn chặt không tồn tại dạng xỉ khi co ngót, khuôn đúc cần có độ bền cao do làm việc ở nhiệt độ cao, lực ép của kim loại lỏng lớn.
Khó đạt được đường kính lỗ vật đúc chính xác, do khó định lượng kim loại chính xác trước khi rót.
Chất lượng bề mặt trong của vật đúc kém do chứa nhiều tạp chất.
IV.2.3. Đúc trong khuôn kim loại.
Đúc trong khuôn kim loại về cơ bản giống như đúc trong khuôn cát, đúc được các vật đúc phức tạp nhưng khác với đúc trong khuôn cát là vật đúc trong khuôn kim loại có chất lượng tốt , tuổi bền cao, độ chính xác và độ bóng bề mặt cao (RZ :40 ; RZ : 1,25) tổ chức kim loại nhỏ mịn.
Tiết kiệm vật liệu làm khuôn, nâng cao năng suất, hạ giá thành sản phẩm.
Phương pháp này phù hợp với sản xuất hàng loạt.
IV.2.4. Đúc trong khuôn mẫu nóng chảy.
Vật đúc có độ chính xác và độ bóng rất cao, có thể đúc được các vật phức tạp và có thể đúc được các hợp kim nóng chảy ở nhiệt độ cao, năng suất không cao. Dùng để đúc kim loại quý hiếm, cần tiết kiệm vật liệu.
IV.2.5. Đúc liên tục.
Thích hợp với vật đúc dài, tiết diện không đổi và có chiều dài không hạn chế, đúc các tấm kim loại thay cho cán , vật đúc không có rỗ co, rỗ khí, rỗ xỉ, ít bị thiên tích. Cơ tính vật đúc cao, năng xuất cao, giá thành giảm. Vật đúc dễ bị nứt, không đúc được các vật phức tạp.
IV.2.6. Đúc khuôn vỏ mỏng.
Được sử dụng chủ yếu cho các loại phôi quan trọng có hình dáng phức tạp từ vật liệu thép và hợp kim nhôm. Phương pháp này có thể đạt được độ bóng và chính xác cao, vật đúc ít bị rỗ và ít bị khuyết tật. Giảm chi phí kim loại , quá trình đúc dễ cơ khí hoá, tự động hoá. Nhưng chu trình làm khuôn dài, giá thành của khuôn cao.
Căn cứ vào yêu cầu chế tạo và một số phương pháp đã chọn trong quá trình chế tạo phôi ở trên và loại sản xuất của chi tiết là “ Chân đế ” ta chọn phương pháp “ Đúc trong khuôn kim loại ” là tối ưu.
Với phương pháp chế tạo phôi này nó đảm bảo được các yêu cầu kĩ thuật, yêu cầu chính xác về kích thước và hình dáng của phôi , đảm bảo lượng d gia công đều, nhằn tiết kiệm nguyên vật liệu, quy trình công nghệ đơn giản, giảm được thời gian gia công cơ bản trong quá trình chế tạo chi tiết, tăng năng suất lao động nhưng vẫn đảm bảo số lượng và chất lượng sản phẩm đồng thời không bị phế phẩm dẫn đến giá thành hạ.
PHẦN V
LẬP THỨ TỰ CÁC NGUYÊN CÔNG
V.1 Xác định đường lối công nghệ.
Sau khi phân tích kết cấu của chi tiết, dạng sản xuất hàng loạt lớn và trong điều kiện sản xuất nước ta hiện nay ta chọn phương pháp phân tán nguyên công sử dụng nhiều đồ gá chuyên dùng để gia công trên các máy vạn năng thông thường.
V.2 Tính toán và lập qui trình công nghệ.
– Nguyên công tạo phôi: chế tạo phôi bằng phương pháp đúc trong khuôn kim loại mẫu bằng kim loại.
– Nguyên công ủ và làm sạch phôi: sau khi đúc, phôi được ủ đẻ khử ứng suất dư, sau đó làm sạch phôi trước khi gia công.
Từ sự phân tích trên ta có các nguyên công chủ yếu sau:
V.3 Thứ tự các nguyên công.