Mô tả đồ án: Gồm các file như ảnh trên
Giá: 680.000vnđ – Mã số: doantotnghiep.me000039
Thanh toán
Mục lục
Tiêu đề Trang
Lời nói đầu: 2
1. Phân tích chức năng làm việc của chi tiết 5
2. Phân tích tính công nghệ trong kết cấu của chi tiết 6
3. Xác định dạng sản xuất 7
4. Chọn phương pháp chế tạo phôi 9
5. Lập thứ tự các nguyên công 11
6. Tính lượng dư gia công cho mặt B 22
6.1. Tính lượng dư gia công 22
6.2. Tra lượng dư cho các bề mặt còn lại 25
7. Tính toán và tra chế độ cắt 26
8. Tra chế độ cắt cho nguyên công còn lại 27
9. Tính thời gian gia công cơ bản cho các nguyên công 28
10. Tính toán thiết kế đồ gá cho nguyên công 7 34
I. Phân tích sơ đồ gá đặt 34
II. Tính toán chế độ cắt 37
III. Viết phương trình lực kẹp 39
IV. Xác định sai số cho phép của đồ gá 41
V. Yêu cầu kỹ thuật của đồ gá 42
VI. Nguyên lý làm việc của đồ gá 43
VII. Tính sai số chế tạo của đồ gá 44
VIII. Đặt điều kiện kỹ thuật cho đồ gá 45
Tài liệu tham khảo 46
Lời nói đầu
Đ
ể có được một sản phẩm cơ khí có thể tiêu thụ được trên thị trường, phải qua rất nhiều công đoạn( Khai thác quặng – Luyện kim – Chế tạo phôi – gia công cơ khí lắp ráp – Chạy thử – Bảo quản – Vận chuyển). Trong tất cả các quá trình đó thì quan trọng nhất là quá trình gia công cơ khí. Nó quyết định trực tiếp chất lượng sản phẩm và giá thành của sản phẩm. Với một sản phẩm, có thể tìm ra nhiều phương án để chế tạo. Việc thiết kế qui trình công nghệ gia công chi tiết là nhằm xác định phương pháp và cách thức để đưa một chi tiết từ bản vẽ thiết kế trở thành 1 sản phẩm thực thụ, với điều kiện kỹ thuật đảm bảo theo yêu cầu của bản vẽ chế tạo. Đồng thời chi phí để chế tạo ra sản phẩm phải là thấp nhất có thể.
Đồ án môn học Công nghệ chế tạo máy được coi như là sản phẩm đầu tay của một kỹ sư Công nghệ chế tạo máy. Nó giúp cho em bước đầu làm quen vói công việc thực tế của một kỹ sư, nắm bắt được các kỹ năng khi thiết kế một qui trình công nghệ gia công chi tiết. Qua đồ án này em có điều kiện củng cố lại và nghiên cứu sâu hơn những kiến thức đã học ở các môn học cơ sở và chuyên ngành như:
– Chế tạo phôi .
– Chi tiết máy .
– Nguyên lý cắt kim loại .
– Công nghệ chế tạo máy .
– Đồ gá .
Ngày 29 tháng 03 năm 2011.
Sinh Viên Thực Hiện
1. Phân tích chức năng làm việc của chi tiết.
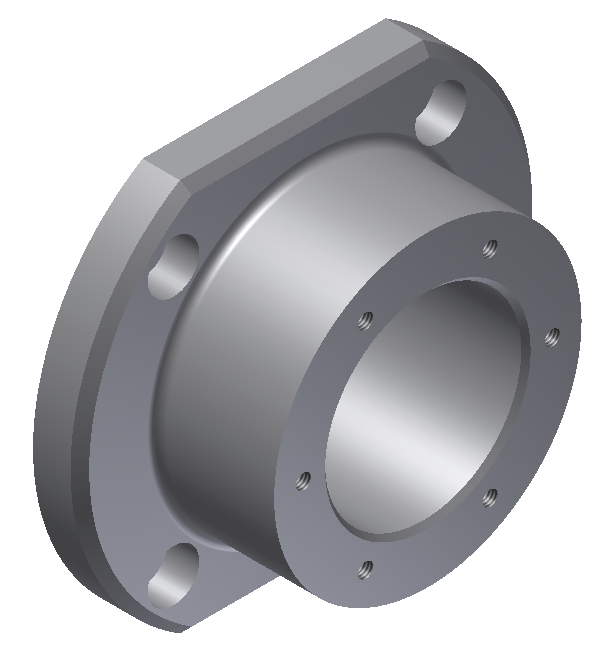
Dựa vào bản vẽ chi tiết ta thấy nắp bơm là chi tiết dạng hộp.
Nắp bơm là bộ phận dùng để lắp vào thân bơm và có thêm bạc đỡ trục bơm. Trong quá trình làm việc trục có chuyển động quay tương đối với bạc. Công suất tổn hao để chống lại ma sát giữa trục và bạc làm cho vùng làm việc có nhiệt độ rất cao, ứng suất nhiệt sinh ra có thể làm cho bạc đỡ bị rạn nứt dẫn đến phá hỏng.
Mặt khác, trong quá trình làm việc có tải trọng dao động. Tải trọng dao động này tác động lên mối lắp ghép giữa lỗ và bạc làm cho mối lắp ghép giữa lỗ và bạc bị phá hỏng, khiến cơ cấu không hoạt động được nữa.
Như vậy khi chế tạo chi tiết cần phải đảm bảo chất lượng của vật liệu gia công đồng đều và phải chịu được ứng suất nhiệt sinh ra. Bề mặt lắp ghép giữa trục và bạc phải gia công đạt độ nhẵn bóng cao để khi lắp ráp lớp nhấp nhô bề mặt bị san phẳng nhỏ đảm bảo cho bạc không bị phá hỏng khi làm việc.
Trên nắp bơm có nhiều mặt phải gia công với độ chính xác khác nhau và cũng có nhiều bề mặt không phải gia công. Bề mặt làm việc chủ yếu là lỗ trụ 40 Cần gia công mặt phẳng B chính xác để làm chuẩn tinh gia công. Đảm bảo kích thước khoảng cách của 2 tâm lỗ 40 là: 900,05.
Vật liệu sử dụng là: Hợp kim đồng
2. Phân tích tính công nghệ trong kết cấu của chi tiết.
Chi tiết có dạng hộp do đó ta có thể áp dụng qui trình công nghệ gia công chi tiết dạng hộp để gia công. Bề mặt làm việc chủ yếu là mặt B (yêu cầu độ kín khít).
Xét tính công nghệ của chi tiết dạng hộp ta có thể gia công được bằng nhiều phương pháp. Trên các máy vạn năng, bán tự động, tự động… ở đây với kết cấu của chi tiết đơn giản ta tiến hành gia công trên các máy công cụ vạn năng kết hợp với đồ gá chuyên dùng.
– Các bề mặt đều được thoát dao khi gia công.
– Các lỗ của chi tiết có thể gia công đồng thời trên máy nhiều trục.
– Các bề mặt làm chuẩn đủ diện tích và cứng vững trong khi gia công.
– Với kết cấu và vật liệu chi tiết ta chọn phương pháp đúc.
– Xét về kết cấu vật liệu thống nhất, dễ kiếm, kích thước hợp lý, làm giảm giá thành.
Các bề mặt cần gia công là :
1. Phay mặt chuẩn B với độ bóng cao để làm chuẩn tinh cho nguyên công sau.
2. Phay mặt đầu 2 khối trụ cao 95 + 0,1 và 45±0,1 qua bước phay thô và phay tinh.
3. Tiện 2 lỗ đạt kích thước 40±0,025
4. Tiện lỗ đạt kích thước 40 và ren ngoài M60
5. Khoan 3 lỗ đạt kích thước 8
6. Khoan, doa 8 lỗ đạt kích thước 10
7. Phay rãnh đạt kích thước 92±0,1
8. Kiểm tra.
3. Xác định dạng sản xuất.
Dựa vào sản lượng hàng năm và khối lượng của phôi để xác định dạng sản xuất.
Công thức tính sản lượng hàng năm:
Trong đó:
N : Số chi tiết được sản xuất trong 1 năm.
N1: Số sản phẩm được sản xuất trong một năm N1 = 1000.
m : Số lượng chi tiết như nhau trong một sản phẩm.
: Số chi tiết phế phẩm ( = 3% đến 6%).
: Số chi tiết được chế tạo thêm để dự phòng ( = 5% đến 7%).
Trọng lượng chi tiết: Q1 = V. (kg)
Trong đó: V : Thể tích chi tiết.
: Khối lượng riêng của chi tiết đồng = 8,72 kg/dm3
Tính thể tích V :
V1 = 90.15.160 + .802.15 = 517,6.103 (mm3)
V2 = .302.80 = 226,2.103 (mm3)
V3 = .302.30 = 84,8.103 (mm3)
V4 = .202.30 = 37,7.103 (mm3)
V5 = .202.95 = 119,4.103 (mm3)
V6 = 8..52.15 = 9,4.103 (mm3)
V7 = (..13) – (..13) = 36,1.103 (mm3)
V=V1+V2+V3+V7-(V4 +V5 +V6)
=(517,6+226,2+84,8+36,1)-( 56,5+119,4+9,4 )].103
= 679,4.103(mm3) = 0,6794 (dm3).
ð Q1 = 0,6794. 8,72 = 5,92(kg).
Tra bảng 2 TK ĐA-CN-CTM dưới đây ta có dạng sản xuất là hàng loạt lớn:
Dạng sản xuất Q1 Trọng lượng chi tiết (Kg)
>200 Kg 4 200Kg < 4 Kg
Sản lượng hàng năm của chi tiết (Chi tiết)
Đơn chiếc
Loạt nhỏ
Loạt vừa
Loạt lớn
Hàng khối <5
55 – 100
100 – 300
300 – 1000
>1000 <10
10 – 200
200 – 500
500 – 1000
>5000 <100
100 – 500
500 – 5000
5000 – 50000
>50000
4. Chọn phương pháp chế tạo phôi.
Tuỳ thuộc vào loại khuôn, mẫu, phương pháp rót ta có thể dùng nhiều phương pháp đúc khác nhau và có các đặc điểm khác nhau. Ta có thể xét các đặc điểm của chúng như sau:
Đúc trong khuôn cát.
Đúc trong khuôn cát là dạng đúc phổ biến. Khuôn cát là loại khuôn đúc một lần( chỉ đúc một lần rồi phá khuôn). Vật đúc tạo hình trong khuôn cát có độ chính xác thấp, độ bóng bề mặt kém, lượng dư lớn. Thích hợp với vật đúc phức tạp, khối lượng lớn. Không thích hợp cho sản xuất hàng loạt lớn và hàng khối.
Phương pháp đúc trong khuôn cát khó cơ khí hoá và tự động hoá.
Đúc trong khuôn kim loại.
Đúc trong khuôn kim loại có thể thực hiện việc điền đầy kim loại theo nhiều cách:
ã Rót tự do:
Thích hợp cho sản xuất hàng loạt lớn, vật đúc nhỏ, trung bình, cấu tạo đơn giản. Vật đúc có cơ tính cao, dùng đúc các vật liệu khác nhau. Tuy nhiên hạn chế đúc gang xám.
ã Điền đầy kim loại đưới áp lực:
Sản xuất hàng loạt lớn, hàng khối. Vật đúc nhỏ, đơn giản. Đúc vật đúc yêu cầu chất lượng cao, thích hợp cho cả vật liệu có nhiệt độ nóng chảy thấp.
Phương pháp đúc trong khuôn kim loại dễ cơ khí hoá và tự động hoá, giá thành sản xuất đúc cao hơn so với đúc trong khuôn kim loại. Tuy vậy, với sản lượng hợp lý thì giá thành xản xuất sẽ không cao.
Đúc ly tâm.
Dùng trong sản xuất hàng loạt nhỏ và vừa, vật đúc tròn xoay, rỗng. Không dùng cho vật liệu có thiên tích lớn. Cơ tính vật đúc không đều.
Đúc liên tục.
Dùng trong sản xuất hàng loạt. Vật đúc có dạng thỏi hoặc ống, có thiết diện không đổi trên suốt chiều dài, độ dài lớn. Vật đúc có mặt ngoài và mặt trong đạt chất lượng cao, không cần gia công.
Đúc trong khuôn vỏ mỏng
Dùng trong sản xuất hàng loạt, vật đúc nhỏ và trung bình. Chế tạo vật đúc có chất lượng cao, kim loại quý, lượng dư gia công nhỏ. Tuy vậy, giá thành sản xuất đúc là rất lớn.
=> Dựa vào kết cấu của chi tiết, điều kiện làm việc không khắc nghiệt. Vật liệu là hợp kim đồng. Với dạng sản xuất là hàng khối, ta áp dụng phương pháp đúc trong khuôn kim loại, dùng mẫu kim loại. Khuôn được làm bằng máy. Với phương pháp đúc này vật đúc đạt được cấp chính xác I.
5. Lập thứ tự các nguyên công.
Trong các dạng sản xuất hàng loạt và hàng khối quy trình công nghệ được xây dựng theo 2 nguyên tắc:
+ Phân tán nguyên công
+ Tập trung nguyên công
Với kết cấu của chi tiết và dạng sản xuất hàng khối ta chọn phương án gia công theo phương pháp phân tán nguyên công.
Qui trình công nghệ gia công nắp bơm được chia làm 7 nguyên công và 1 nguyên công kiểm tra.
Phương án 1
Nguyên công I : Phay mặt chuẩn B .
Nguyên công II : Phay mặt đầu 2 khối trụ cao 95 + 0,1 và 45 + 0,1
Nguyên công III : Khoan, doa 8 lỗ đạt kích thước 10.
Nguyên công IV : Tiện 2 lỗ đạt kích thước 40±0,025 và rãnh
Nguyên công V : Tiện lỗ đạt kích thước 40 ±0,025
Nguyên công VI : Tiện lỗ đat kích thước 40 và ren ngoài M60
Nguyên công VII : Khoan 3 lỗ đạt kích thước 8
Nguyên công VIII : Phay rãnh đạt kích thước 92±0,1
Nguyên công IX: Kiểm tra.
Phưong án 2
Nguyên công I : Phay mặt chuẩn B .
Nguyên công II : Phay mặt đầu 2 khối trụ cao 95 + 0,1 và 45 + 0,1.
Nguyên công III: Khoan, doa 8 lỗ đạt kích thước 10
Nguyên công IV: Tiện lỗ đạt kích thước 40 và ren ngoài M60.
Nguyên công V : Tiện 2 lỗ đạt kích thước 40±0,025 và rãnh.
Nguyên công VI : Tiện lỗ đạt kích thước 40 ±0,025
Nguyên công VII : Khoan 3 lỗ đạt kích thước 8.
Nguyên công VIII: Phay rãnh đạt kích thước 92±0,1
Nguyên công IX: Kiểm tra.
Phương án 3
Nguyên công I : Phay mặt chuẩn B .
Nguyên công II : Phay mặt đầu 2 khối trụ cao 95 + 0,1 và 45 + 0,1
Nguyên công III: Tiện lỗ 2 lỗ đạt kích thước 40 và rãnh
Nguyên công IV : Tiện lỗ đạt kích thước 40 ±0,025
Nguyên công V: Khoan 3 lỗ đạt kích thước 8
Nguyên công VI : Tiện lỗ 40 và tiện ren M60.
Nguyên công VII : Khoan, doa 8 lỗ đạt kích thước 10
Nguyên công VIII: Phay rãnh đạt kích thước 92±0,1
Nguyên công IX: : Kiểm tra