Thiết kế quy trình công nghệ gia công chi tiết Thân van điều áp

Mô tả đồ án: Gồm các file như ảnh trên
Giá: 680.000vnđ – Mã số: doantotnghiep.me000021
Thanh toán
LỜI NÓI ĐẦU
Hiện nay, các ngành kinh tế nói chung và ngành cơ khí nói riêng đòi hỏi kỹ sư cơ khí và cán bộ kỹ thuật cơ khí được đào tạo ra phải có kiến thức sâu rộng, đồng thời phải biết vận dụng những kiến thức đó để giải quyết những vấn đề cụ thể thường gặp trong sản xuất, sửa chữa và sử dụng.
Công nghệ chế tạo máy là một ngành then chốt, nó đóng vai trũ vụ cựng quan trọng trong sự nghiệp cụng nghiệp hoỏ, hiện đại hoá đất nước. Nhiệm vụ của ngành là chế tạo ra các sản phẩm cơ khí cho mọi lĩnh vực của ngành kinh tế quốc dõn. Vỡ vậy việc phỏt triển ngành cụng nghệ chế tạo mỏy luụn là mối quan tõm đặc biệt của Đảng và Nhà nước ta. Việc phát triển nguồn nhân lực là nhiệm vụ trọng tâm của các trường đại học, đặc biệt đối với trường Đại học sư phạm kỹ thuật Hưng Yờn thỡ khoa cơ khí là một khoa truyền thống của trường với hơn 40 năm xây dựng và phát triển.
Mục tiêu của môn học là tạo điều kiện cho người học nắm vững và vận dụng có hiệu quả các phương pháp thiết kế, xây dựng và quản lý các quá trình chế tạo sản phẩm cơ khí về kỹ thuật sản xuất và tổ chức sản xuất nhằm đạt được các chỉ tiêu kinh tế kỹ thuật theo yêu cầu trong điều kiện và qui mô sản xuất cụ thể. Môn học còn truyền đạt những yêu cầu về chỉ tiêu công nghệ trong quá trình thiết kế các kết cấu cơ khí để góp phần nâng cao hiệu quả chế tạo chúng.
Đồ án môn học công nghệ chế tạo máy nằm trong chương trình đào tạo của ngành chế tạo máy thuộc khoa cơ khí có vai trò hết sức quan trọng nhằm tạo cho sinh viên hiểu một cách sâu sắc về những vấn đề mà người kỹ sư gặp phải khi thiết kế một qui trình sản xuất chi tiết cơ khí.
Sau khi nhận được đề tài: “Thiết kế quy trình công nghệ gia công chi tiết Thân van điều áp”. Với sự giúp đỡ tận tình của Thầy Phan Ngọc Ánh, các thầy cô trong khoa cùng với sự cố gắng lỗ lực của bản thân. Em đã làm việc một cách nghiêm túc, cùng với sự tìm tòi nghiên cứu tài liệu và sự đóng góp ý kiến của bạn bè đồng nghiệp đến nay đề tài của em đã được hoàn thành.
Trong quá trình thực hiện không tránh khỏi những sai sót do trình độ cũng như kinh nghiệm còn hạn chế. Em rất mong sự chỉ bảo và giúp đỡ của thầy cô để đề tài của em được hoàn thiện hơn.
Em xin chân thành cảm ơn Thầy Phan Ngọc Ánh đã giúp đỡ em hoàn thành đề tài này.
Hưng Yên, Ngày 30 tháng 10 năm 2010
Sinh viên thực hiện
Vũ Đỡnh Nhường
ĐỒ ÁN MÔN HỌC
CÔNG NGHỆ CHẾ TẠO MÁY
I. PHÂN TÍCH CHỨC NĂNG, ĐIỀU KIỆN LÀM VIỆC CỦA CHI TIẾT
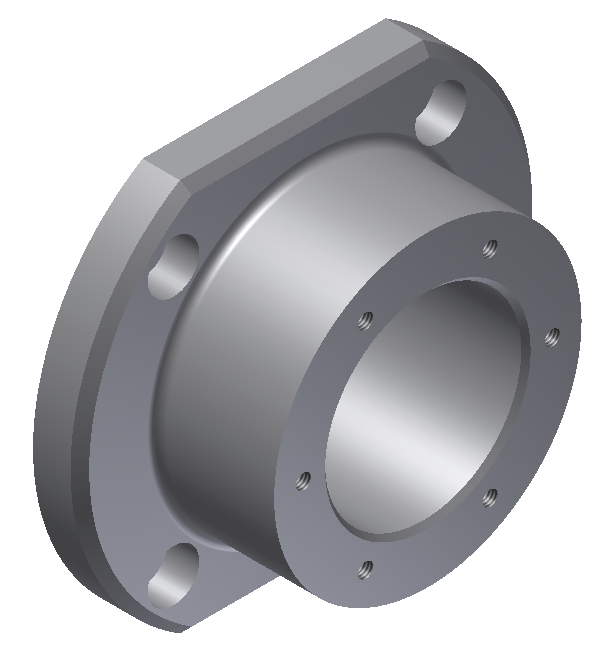
Dựa vào bản vẽ chi tiết ta thấy Thân van điều áp là chi tiết dạng hộp.
Thân van điều áp có nhiệm vụ dùng để chia nguồn thuỷ lực khí nén ra làm ba đường nhánh nhỏ hơn. Nó gồm có 4 đầu: 1 đầu vào lớn và 3 đầu ra có kích thước nhỏ hơn, ở các đầu có gia công ren để nối với ống dẫn.
Thân van điều áp có nhiều mặt phải gia công với độ chính xác khác nhau và cũng có một số bề mặt không phải gia công.Các bề mặt làm việc chủ yếu ở đây là các lỗ trụ 10; 7 các mặt và ren M20, M12, M16 ở các đầu.
Cần gia công mặt phẳng trên để làm chuẩn tinh gia công. Đảm bảo sự tương quan của lỗ 10 với lỗ 7 với các bề mặt gia công. Khoảng cách từ tâm lỗ 10 đến một mặt bên phải là : 50+0,2; từ tâm lỗ 7 đến mặt bên phải là: 25+0.2 và từ tâm lỗ 7 đến mặt trên là: 58+0.2, 45+0.2.
Chi tiết làm việc trong điều kiện chịu áp lực lớn
Vật liệu sử dụng là : Thép C45, có các thành phần hoá học sau :
C = 0,4- 0,5% Si = 0,17-0,37% Mn = 0,5-0,8% S = 0,045%
P = 0,045% Ni = 0,30% Cr = 0,30%
[]bk=750MPa
[]bu = 550MPa
(Trang 225, sách Vật liệu học)
II. PHÂN TÍCH TÍNH CÔNG NGHỆ TRONG KẾT CẤU CỦA CHI TIẾT
Từ bản vẽ chi tiết ta thấy:
Kết cấu của chân đế bao gồm: Bên trên là khối hộp hình chữ nhật, phía dưới có một khối trụ, bên trong khối trụ và khối hộp chữ nhật là những bề mặt lỗ và ren, đó là những bề mặt làm việc.
Điều kiện làm việc: Chi tiết làm việc trong điều kiện áp suất và nhiệt độ cao, các bề mặt lắp ghép cần độ kín khít.
Mặt trên của chân đế có đủ độ cứng vững để khi gia công không bị biến dạng có thể dùng chế độ cắt cao , đạt năng suất cao.
Các bề mặt làm chuẩn có đủ diện tích nhất định để cho phép thực hiện nhiều nguyên công khi dùng bề mặt đó làm chuẩn và đảm bảo thực hiện quá trình gá đặt nhanh.