Mô tả đồ án: Gồm các file như ảnh trên
Giá: 680.000vnđ – Mã số: doantotnghiep.me0000277
Thanh toán
Nhận xét của giáo viên hướng dẫn
………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………
Hưng Yên, ngày tháng năm 2011
Giáo viên hướng dẫn:
Lời nói đầu
Công nghệ chế tạo máy là một ngành then chốt, nó đóng vai trò quyết định trong sự nghiệp công nghiệp hoá, hiện đại hoá đất nước. Nhiệm vụ của công nghệ chế tạo máy là chế tạo ra các sản phẩm cơ khí cho mọi lĩnh vực của nghành kinh tế quốc dân, việc phát triển ngành công nghệ chế tạo máy đang là mối quan tâm đặc biệt của Đảng và nhà nước ta.
Phát triển ngành công nghệ chế tạo máy phải được tiến hành đồng thời với việc phát triển nguồn nhân lực và đầu tư các trang bị hiện đại. Việc phát triển nguồn nhân lực là nhiệm vụ trọng tâm của các trường đại học.
Hiện nay trong các ngành kinh tế nói chung và ngành cơ khí nói riêng đòi hỏi kĩ sư cơ khí và cán bộ kĩ thuật cơ khí được đào tạo ra phải có kiến thức cơ bản tương đối rộng, đồng thời phải biết vận dụng những kiến thức đó để giải quyết những vấn đề cụ thể thường gặp trong sản xuất.
Môn học công nghệ chế tạo máy có vị trí quan trọng trong chương trình đào tạo kĩ sư và cán bộ kĩ thuật về thiết kế, chế tạo các loại máy và các thiết bị cơ khí phục vụ các ngành kinh tế như công nghiệp, nông nghiệp, giao thông vận tải, điện lực…
Để giúp cho sinh viên nắm vững được các kiến thức cơ bản của môn học và giúp cho họ làm quen với nhiệm vụ thiết kế, trong chương trình đào tạo, đồ án môn học công nghệ chế tạo máy là môn học không thể thiếu được của sinh viên chuyên ngành chế tạo máy sau khi kết thúc môn học.
Sau một thời gian tìm hiểu, với sự lỗ lực của bản thân và cùng với sự chỉ bảo nhiệt tình của thầy giáo: Luyện Duy Tuấn đến nay em đã hoàn thành đồ án môn học Công nghệ chế tạo máy. Trong quá trình thiết kế và tính toán tất nhiên sẽ có những sai sót do thiếu thực tế và kinh nghiệm thiết kế, em rất mong được sự chỉ bảo của các thầy, cô giáo trong bộ môn công nghệ chế tạo máy và sự đóng góp ý kiến của các bạn để đồ án của em được hoàn thiện hơn.
Em xin chân thành cảm ơn!
Hưng Yên, Ngày 10 tháng 4 năm 2011
Sinh Viên: Trần Cụng Lương
Nội dung thuyết minh và tính toán Đồ án môn học
Công Nghệ Chế Tạo Máy
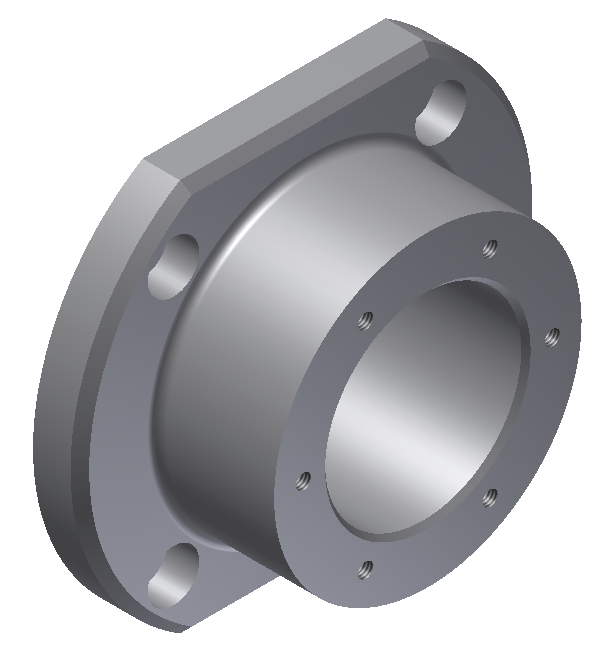
Đề tài: Thiết kế quy trình công nghệ gia công chi tiết càng C6
Phân tích chức năng làm việc của chi tiết.
Phân tích tính công nghệ trong kết cấu của chi tiết.
Xác định dạng sản xuất.
Chọn phương pháp chế tạo phôi.
Lập thứ tự nguyên công (vẽ sơ đồ gá đặt, ký hiệu định vị, kẹp chặt, chọn máy, chọn dao, ký hiệu chuyển động của dao, của chi tiết…).
Tính lượng dư cho một bề mặt (do giáo viên chỉ định: là nguyên công phay mặt thành T ) và tra lượng dư cho các bề mặt còn lại.
Tính chế độ cắt cho một nguyên công (Do giáo viên chỉ định: là nguyên công ) và tra chế độ cắt cho các nguyên công còn lại.
Tính thời gian gia công cơ bản cho tất cả các nguyên công.
Tính toán và thiết kế đồ gá (lập sơ đồ gá đặt, tính lực kẹp, thiết kế các cơ cấu của đồ gá, tính sai số chuẩn, sai số kẹp chặt, sai số mòn, sai số điều chỉnh, sai số chế tạo cho phép của đồ gá, yêu cầu kỹ thuật của đồ gá, lập bảng kê khai các chi tiết của đồ gá). Nguyên công gia công lỗ .
1. Phân tích chức năng làm việc của chi tiết.
2. Càng là loại chi tiết không tròn, có hình thanh dẹt, thường có một hoặc một số lỗ về cơ bản được gia công với độ chính xác cao. Các lỗ này có quan hệ với nhau về độ song song, độ đồng tâm, độ vuông góc…Ngoài những lỗ cơ bản, trên càng còn có những lỗ dùng để kẹp chặt, các rãnh then, các mặt đầu và những yếu tố khác cần phải gia công.
3. Chi tiết càng thường có chức năng cầu nối giữa chi tiết này với chi tiết khác để biến đổi chuyển động. Chi tiết càng cũng dùng để gạt những chi tiết khác đến vị trí nhất định.
4. Chi tiết càng C6 cú kớch thước lớn nhất là 28.4mm. Chi tiết cú mặt làm việc là mặt trụ và mặt cầu vỡ vậy phải gia cụng chớnh xỏc đảm bảo độ bong độ vuụng gúc giữa cỏc lỗ 7 và cầu 8. Chi tiết được chế tạo bằng gang xám GX21-40:
5. Có:
6. Thành phần hoá học của vật liệu
C Si Mn S P
24% 0.54% 0.21.5% 0.15% 0.7%
7. Phân tích tính công nghệ trong kết cấu của chi tiết.
Tính công nghệ trong kết cấu của chi tiết đó là khả năng đáp ứng về các yêu cầu kỹ thuật của chi tiết và các chức năng của chi tiết, mà vẫn đảm bảo tốn ít nguyên liệu nhất, hợp lý hoá kết cấu, dễ tháo lắp, tận dụng được thời gian gia công và tháo lắp. Sử dụng được các phương pháp gia công tiên tiên, nâng cao được chất lượng sản phẩm, hạ giá thành sản phẩm…
Dựa vào bản vẽ chi tiết C6 ta chi tiết khụng đối xứng qua mặt phẳng nào nờn gõy khú khăn cho quỏ trỡnh định vị và kẹp chặt.
Độ cứng vững của chi tiết kộm vỡ phần thõn cú chiều dày hơi mỏng(4mm).
Gia cụng lỗ cầu R4 bằng mỏy cụng cụ thụng thường khó thực hiện được mà phải gia cụng trờn mỏy CNC.
Mặt phẳng cơ bản của càng nhỏ gây khó khăn cho việc định vị và gia công.
Yêu cầu kỹ thuật chính:
Độ cứng 160÷180HB.
Cỏc bỏn kớnh khụng gia cụng trờn bản vẽ của cỏc bề mặt khụng gia cụng cú R2ữR4.
Độ không vuông góc của đường tâm lỗ 7 với mặt đầu <0.2mm.
Độ nhám bề mặt của các lỗ 3 và 7 theo tiêu chuẩn Ra không vượt quá 1.25àm.
Cỏc lỗ 3 và 7 được vát mép 1*450 ở hai bờn.
8. Xác định dạng sản xuất.
Việc xác định dạng sản xuất sẽ giúp chúng ta biết được nên chọn phương án phân tán nguyên công hay tập trung nguyên công trong qua trình sản xuất. Việc xác định dạng sản xuất sẽ giúp cho quá trình thiết kế đồ gá, chọn máy… để nâng cao hiệu quả kinh tế, hạ giá thành sản phẩm.
Chúng ta có các dạng sản xuất:
Sản xuất đơn chiếc
Sản xuất hàng loạt (Sản xuất hàng loạt vừa và nhỏ, sản xuất hàng loạt lớn)
Sản xuất hàng khối
Muốn xác định được dạng sản xuất trước hết ta phải tính được sản lượng hàng năm của chi tiết gia công. Sản lượng hàng năm được tính bằng công thức:
N = N1.m.(1+ )
Trong đó:
N là số chi tiết sản xuất trong một năm.
N1 là số sản phẩm được sản xuất trong một năm.
m là số chi tiết trong một sản phẩm.
là số chi tiết được chế tạo thêm để dự trữ.
là phế phẩm chủ yếu trong phâ xưởng đúc.