Mô tả đồ án: Gồm các file như ảnh trên
Giá: 680.000vnđ – Mã số: doantotnghiep.me000041
Thanh toán
LỜI NÓI ĐẦU
Công nghệ chế tạo máy là một ngành then chốt, nó đóng vai trò quyết dịnh trong sự nghiệp công nghiệp hoá hiện đại hoá đất nước. Nhiệm vụ của công nghệ chế tạo máy là chế tạo ra các sản phẩm cơ khí cho mọi lĩnh vực của nghành kinh tế quốc dân, việc phát triển ngành công nghệ chế tạo máy đang là mối quan tâm đặc biệt của Đảng và nhà nước ta.
Hiện nay trong các ngành kinh tế nói chung và ngành cơ khí nói riêng đòi hỏi kĩ sư cơ khí và cán bộ kĩ thuật cơ khí được đào tạo ra phải có kiến thức cơ bản tương đối rộng, đồng thời phải biết vận dụng những kiến thức đó để giải quyết những vấn đề cụ thể thường gặp trong sản xuất.
Môn học công nghệ chế tạo máy có vị trí quan trọng trong chương trình đào tạo kĩ sư và cán bộ kĩ thuật về thiết kế, chế tạo các loại máy và các thiết bị cơ khí phục vụ các ngành kinh tế như công nghiệp, nông nghiệp, giao thông vận tải, điện lực …vv
Để giúp cho sinh viên nắm vững được các kiến thức cơ bản của môn học và giúp cho họ làm quen với nhiệm vụ thiết kế, trong chương trình đào tạo, đồ án môn học công nghệ chế tạo máy là môn học không thể thiếu được của sinh viên chuyên ngành chế tạo máy khi kết thúc môn học.
Sau một thời gian tìm hiểu và với sự chỉ bảo nhiệt tình của thầy giáo
Luyện Duy Tuấn đến nay em đã hoàn thành đồ án môn học công nghệ chế tạo máy Trong quá trình thiết kế và tính toán tất nhiên sẽ có những sai sót do thiếu thực tế và kinh nghiệm thiết kế, em rất mong được sự chỉ bảo của các thầy cô giáo trong bộ môn công nghệ chế tạo máy và sự đóng góp ý kiến của các bạn để lần thiết kế sau và trong thực tế sau này được hoàn thiện hơn.
Em xin chân thành cảm ơn.
SV Nguyễn Văn Thoả.
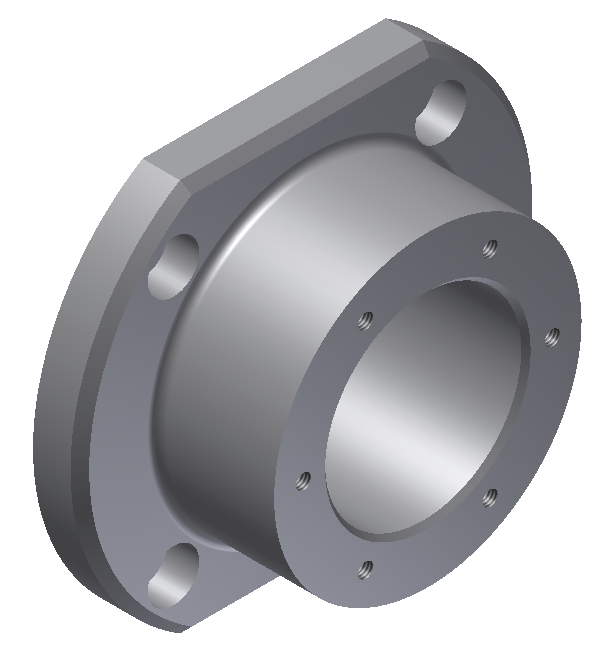
1. Phân tích chức năng, điều kiện làm việc của chi tiết :
+ Đây là chi tiết dạng trục.
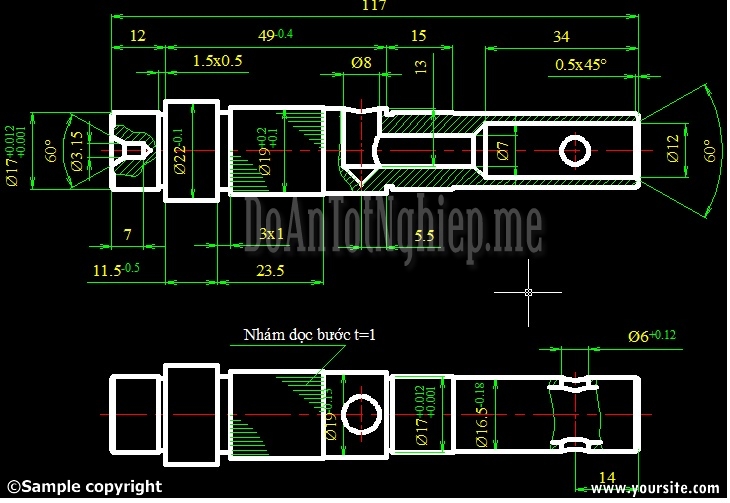
+ Mặt làm việc là mặt trụ ỉ19 và hai mặt trụ lắp ổ lăn ỉ17.
+ Kích thước quan trọng :
– Đường kính hai đoạn trục lắp ổ lăn ỉ17.
– Đường kính đoạn trục ép lá thép stato ỉ19.
+ Điều kiện làm việc của trục :
– Chịu lực kéo nén dọc trục là chủ yếu.
– Chịu mômen xoắn (nhỏ).
+ Điều kiện kỹ thuật :
– Đường kính cổ trục lắp ổ lăn đạt CCX 8, độ nhẵn bóng cấp 8
(Ra = 0,5 àm ).
– Độ nhám mặt đầu và các cổ trục đạt Rz40.
– Dung sai chiều dài các cổ trục: 0,05 0,2 mm.
– Độ đảo các cổ trục lắp ổ lăn không lớn hơn 0,02 mm.
– Độ không đồng tâm của hai đoạn trục lắp ổ lăn không lớn hơn 0,02 mm.
+ Vật liệu được sử dụng:
Thép cácbon kết cấu C40, theo TCVN 1766-75 quy định
– thành phần của thép C40 có :
C = (0,38 0,45) .
P, S ≤ 0,04 cho mỗi nguyên tố.
Mn = 0,7 .
– Cơ tính của thép C40 :
b = 140 kg/mm2.1
ch = 86 kg/mm2.
2. Phân tích tính công nghệ trong kết cấu của chi tiết :
+ Các bề mặt trụ có khả năng gia công bằng dao tiện thường.
+ Đương kính các cổ trục giảm dần về hai phía.
+ Do tỉ số L/D = 117/16,5 < 10 nên trục đảm bảo độ cứng vững.
+ Trục phải qua giai đoạn nhiệt luyện để tăng khả năng chịu kéo, chịu xoắn trong quá trình làm việc. Do trục ngắn ( 117 mm ), đương kính nhỏ nên khả năng biến dạng sau nhiệt luyện là ít.
3. Dạng sản xuất :
Sản lượng hàng năm được tính theo công thức (2) trong I :
Trong đó : N1 là số sản phẩm được sản xuất trong 1 năm.
N1 = 25000 sản phẩm/năm.
m là số chi tiết trong một sản phẩm. m = 1.
là số phế phẩm. = 3.
là số chi tiết được chế tạo thêm để dự trữ. = 5.
Trọng lượng của chi tiết được tính theo công thức :
Q1 = V.
Trong đó : là trọng lượng riêng của vật liệu.
Với thép = 7,852 ( kg/dm3 )
V là thể tích của chi tiết.
Vậy Q1 = 7,852.0,212 = 0,17 kg.
Tra bảng 2 I với :
Q1 = 0,17 kg
Sản xuất loạt lớn
N = 2700 chi tiết/năm
4. Chọn phương pháp chế tạo phôi :
4.1. Xác định phương pháp chế tạo phôi :
Loại phôi được xác định theo kết cấu của chi tiết, vật liệu, điều kiện, dạng sản xuất và điều kiện sản xuất cụ thể của từng nhà máy.
Với chi tiết dạng trục, đường kính các đoạn trục nhỏ, chênh lệch đường kính không nhiều, vật liệu là thép C40, sản xuất loạt vừa nên ta sử dụng phôi là thép thanh.
Kích thước phôi : Đường kính ỉ25 mm
Chiều dài ( tiêu chuẩn ) L = 121 mm
4.2. Thiết kế bản vẽ chi tiết lồng phôi :
5. Thiết kế quy trình công nghệ gia công chi tiết :
5.1. Xác định đường lối công nghệ :
Trong sản xuất loạt vừa, để đạt năng suất cao trong điều kiện sản xuất ở nước ta thì đường lối công nghệ là phân tán nguyên công. Khi đó sẽ có ít bước công nghệ hơn trong mỗi nguyên công. Dùng máy vạn năng kết hợp với các đồ gá chuyên dùng và các máy chuyên dùng.
5.2. Chọn phương pháp gia công :
+ Gia công trước :
– Gia công các đoạn trục đạt kích thước chiều dài và đường kính trên máy tiện vạn năng. Tiện thô và tiện tinh có thể đạt được các yêu cầu về dung sai và độ nhám yêu cầu. ( Trừ hai đoạn trục lắp ổ lăn phải qua mài để đạt độ bóng yêu cầu ).
– Gia công lỗ thực hiện trên máy khoan cần. Do không có yêu cầu cao về độ chính xác của các kích thước cần gia công và độ nhẵn bóng bề mặt lỗ nên ta có thể thực hiện trên máy khoan thông thường.
+ Gia công sau
Để đạt độ nhẵn bóng bề mặt hai đoạn trục lắp ổ lăn ta sử dụng phương pháp mài thô và mài tinh để đạt độ nhẵn bóng yêu cầu.
5.3. Lập tiến trình công nghệ :
* Chọn chuẩn gia công :
Gia công chi tiết dạng trục ta dùng chuẩn tinh thống nhất là 2 lỗ tâm ở hai đầu trục để đảm bảo độ đồng tâm của các cổ trục. Để khử sai số chuẩn của kích thước chiều dài ta dùng mũi tâm sau là mũi tâm mềm quay cùng chi tiết trong quá trình gia công.
* Thứ tự gia công các bề mặt :
+ Gia công chuẩn bị : Cắt đứt phôi theo kích thước chiều dài ( có tính đến lượng dư ) trên máy cắt phôi tự động chuyên dùng.
+ Khoả 2 mặt đầu và khoan 2 lỗ tâm trên máy chuyên dùng.
+ Gia công trước :
– Tiện thô các mặt trụ.
– Tiện tinh các mặt trụ đạt yêu cầu kỹ thuật.
– Khoan lỗ.
– Lăn nhám.
+ Gia công sau :
– Nắn thẳng,
– Mài thô 2 cổ trục lắp ổ lăn.
– Mài tinh hai cổ trục lắp ổ lăn.
– Làm cùn cạnh sắc, mạ kẽm.