
Xây dựng quy trình công nghệ hàn để chế tạo kết cấu của bồn lên men TK3106



Mô tả đồ án: Gồm các file như ảnh trên
Giá: 400.000vnđ – Mã số: doantotnghiep.me_H000023
Tải đồ án
ĐỒ ÁN MÔN HỌC CÔNG NGHỆ HÀN NÓNG CHẢY
Người thực hiện : Nguyễn Tiến Dũng- Lớp HK5
Tên đề tài: xây dựng quy trình trình công nghệ hàn để chế tạo kết cấu của bồn lên men TK 3106
Nội dung phải hoàn thành :
- Lời nói đầu
- Phân tích kết cấu cần chế tạo
- Chọn vật liệu chế tạo kết cấu
- Quy trình công nghệ chế tạo các chi tiết
- Chọn phương pháp hàn
- Chọn vật liệu hàn
- Chọn liên kết hàn
- Tính toán chế độ hàn
- Xác định thành phần hoá hoc và kiểm tra cơ tính mối hàn
- Lập quy trình công nghệ hàn để chế tạo kết cấu
- Chọn phương pháp kiểm tra
- kết luận
- Mục lục
- Các bản vẽ phải thực hiện
- bản vẽ chế tạo chi tiết
- bản vẽ khai triển nếu có
- bản vẽ quy trình công nghệ
Giáo viên hướng dẫn: Ngày giao đề tài: Ngày 30 tháng 10 năm 2010
NGUYỄN TRỌNG THÔNG Ngày hoàn thành:Ngày . tháng…năm 2010
Lời Nói Đầu
Hiên nay trên đất nước ta đang trong tình trạng quá độ lên chủ nghĩa xã hội. Việc CNH-HĐH được quan tâm và chú trọng hàng đầu. CNH-HĐH nhiều ngành nghề , trong đó không thể không kể đến ngành kỹ thuật cơ khí. Hiện nay ngành hàn đóng một vai trò quan trọng. Ngành hàn đang được ứng dụng rộng rãi trong tất cả các ngành kỹ thuật như : xây dựng các công trình, chế tạo các kết cấu, phục hồi chi tiết bị hư hỏng … với nhiều tính ngày càng ưu việt , năng suất chất lượng cao. Trong thời đại ngày nay với trình độ khoa học ngày càng phát triển mạnh mẽ, thì ngành hàn cũng được phát triển rất mạnh mẽ.
Ở tất cả các trường dạy nghề đã đáp ứng phương châm học đi đôi với hành và sản xuất với nhiều máy hàn hiện đại nhằm nâng cao chất lượng giảng dạy và tay nghề cho người thợ hàn. Với bản thân em là một sinh viên trường Đại học Sư Phạm Kỹ Thuật Hưng Yên – Khoa kỹ thuật cơ khí đã được thầy cô trong khoa, đặc biệt là các thầy trong tổ bộ môn hàn đã tận tình dạy bảo chúng em, truyền đạt cho chúng em một lượng kiến thức cũng như kinh nghiệm về nghề hàn. Để đem kiến thức phục vụ cho đất nước sau này. Để tổng kết lại kiến thức về lý thuyết cũng như quá trình thực tập, . Em đã được các thầy cô trong khoa giao cho đề tài đồ án chế tạo “ xây dựng quy trình trình công nghệ hàn để chế tạo kết cấu của bồn lên men TK 3106” . Qua thời gian tìm tòi , tham khảo tài liệu, học hỏi với vốn kiến thức của mình, cùng sự giúp đỡ của các thầy cô trong khoa đặc biệt là thầy Nguyễn Trọng Thông đã tận tình chỉ bảo cho em trong quá trình hoàn thành đồ án môn học này. Đến nay đồ án của em đã tương đối hoàn thành.
Với lượng kiến thức chưa cao về nhiều mặt. Lên đồ án không tránh khỏi sai sót. Em mong rằng các thầy cô trong khoa và trong tổ bộ môn sẽ chỉ bảo cho em các ý kiến đóng góp để em hoàn thành tốt hơn nữa. Em xin chân thành cảm ơn các thầy cô .
CHƯƠNG 1: TỔNG QUAN VỀ SẢN PHẨM CHẾ TẠO
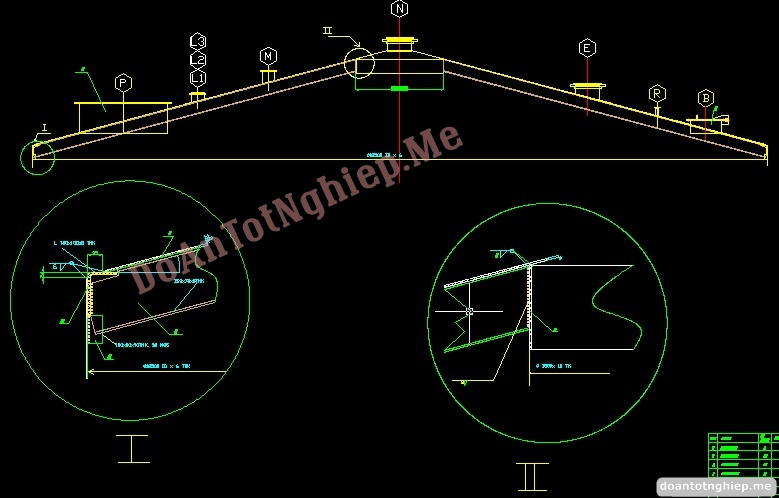
Mô tả chi tiết cấu tạo của sản phẩm: mái bể hóa lỏng khí hidro
Bao gồm cửa thăm B, cửa đưa dung dịch ngâm vào P, máy khuấy N….
chi tiết số1: nối nóc bồn vào thành bình
Số lượng 1, kích thước như bản vẽ
Liên kết với thân bồn bằng liên kết hàn chồng bằng mối hàn góc quanh chu vi bồn, liên kết với nóc bồn, gân tăng cứng bằng liên kết chữ T hàn vòng quanh chu vi thành bồn.
Chi tiết số 2: tấm đỡ số lượng 20
Liên kết với thân bồn bên trong, chi tiết số 1bằng liên kết hàn cữ T, tác dụng hỗ trợ chi tiết số 1.
Chi tiết số3: gân tăng cứng cho nóc bồn bên trong bồn
Liên kết với nóc bồn bằng liên kết chữ T hàn phân đoạn. tác dụng tăng cứng cho nóc bồn
Số lượng 20.
Chi tiết số 4 : nóc bồn có hình dạng nón
Liên kết với gân tăng cứng nóc bồn bằng lien kết hàn phân đoạn và liên kết với chi tiết nối nóc với thân bồn bằng liên kết hàn góc.
Chi tiết số 5: cơ cấu hỗ trợ nóc bồn
Có đường kính 1500 mm chế tạo bằng thép tấm liên kết với các chi tiết tăng cứng cho nóc bồn chi tiết số 4 bằng lien kết hàn góc. Số lượng 1.
Chi tiết số 6: cửa thăm (B) liên kết với nóc bồn liên kết hàn chồng
Chi tiết số 7: cửa đưa dung dịch ngâm (P) liên kết với nóc bồn liên kết hàn chồng
CHƯƠNG II: PHÂN TÍCH, LỰA CHỌN VẬT CƠ BẢN, LOẠI QUÁ TRÌNH HÀN VÀ VẬT LIỆU HÀN
2.1.1. Phân tích lựa chọn vật liệu cơ bản:
Mỗi một chi tiết cấu tạo lên cơ cấu nóc bồn đều có chức năng và điều kiện làm việc khác nhau. Theo các tiêu chuẩn về chế tạo kết cấu nên ta chọn được vật liệu phù hợp kết cấu làm việc trong điều kiện chịu tổng thể tích chứa lớn 282 m3 áp lực thiết kế cao 12,45 vac hay 69 mbar nhiệt độ thiết kế cao min/max là -28,9/148,9 0c chống ăn mòn, rò rỉ, bền ở nhiệt độ cao. Nên ta chọn vật liệu là thép không gỉ austenit theo AISI[12].
2.1.2. Thành phần hóa học của vật liệu cơ bản
- Loại 304 có thành phần như sau:
| Nguyên tố | C | Si | Mn | Cr | Ni | S |
| 8,0 | 8 |
2.1.3. Cơ tính của vật liệu cơ bản
Cơ tính của mác thép SUS 304
giới hạn bền: Min 515 Mpa
giới hạn chảy: Min 205 Mpa
độ giãn dài: 40%
độ cứng HB <178
Thông số tra trong web:
CHƯƠNG 3: CHẾ TẠO PHÔI HÀN
- chi tiết số 1:
Chi tiết được chế tạo có đường kính lớn việc chế tạo từ phôi đúc không thực hiên được. phương pháp chế tạo từ phôi tấm bằng cách từ phôi tấm phẳng chấn thành phôi có hình dạng
Sau đó dung máy uốn thép hình apk 101 gia công thành chi tiết có hình dạng như chi tiết 1.
*) Khai triển phôi
Chiều dài phôi cắt L=πxDtb=3,14×12500= 39250 mm.
Bề rộng phôi cắt B= Lthẳng + Lcong= Lthẳng + πxαxρbd/180
ρbd= r+ S/2=4+8/2=8
α= 900
vậy ta có: B= 250 – 16 + 3,14x90x8/180=246,566 mm
Phôi có chiều dài lớn cần ghép phôi
Phôi 1
Phôi 2
Phôi 3
Phôi 4
Phôi 5
Phôi 6
Phôi 7
lấy dấu và vạch dấu. Lấy dấu phải đảm bảo độ chính xác để tạo điều kiện thuận lợi cho việc cắt.
Thép tấm có chiều dày S= 8mm . Khi lấy lượng dư gia công chính bằng chiều rộng mép cắt, ta tiến hành cắt bằng máy cắt plasma
Thông số kỹ thuật
| KIỂU MÁY | MAXICUT……….GPM(Gas/Plasma/Maker) | |||
| Model | MaxiCut50 | MaxiCut60 | MaxiCut70 | MaxiCut85 |
| Khung chính | Kiểu cầu Thép hộp | |||
| Dẫn hướng | Linear & Ray | |||
| Truyền động trục X,Y | Thanh răng, bánh răng | |||
| Dẫn động Y | 02 bên Ray | |||
| Động cơ Servo X,Y | AC servo Panasonic | |||
| Chiều rộng cắt hữu ích cho 01 mỏ | 5000mm | 6000mm | 7000mm | 8500mm |
| Khoàng cách ray Y | 5500mm | 6500mm | 7500mm | 9000mm |
| Chiều dài cắt hữu ích (Y) | 12000- 27000mm | |||
| Chiều dài ray Y modul 3 mét | 15000-30000mm (+3000mm) | |||
| Độ chính xác | ±0.5mm/3m | |||
| Số mỏ cắt | 2-6 mỏ | |||
| Hệ thống liên kết mỏ | Đai thép | |||
| Tốc độ cắt | 100-6000 mm/ph | |||
| Tốc độ không tải Max | 12000 mm/ph | |||
| Hệ Điều khiển CNC | MicroEdge / HC6500 ( tuỳ chọn) | |||
| Mỏ cắt Plasma (01 mỏ tuỳ chọn) | HPR260 / HPR130 / MAX200/POWERMAX1650 | |||
| Hệ thống lắp đặt mỏ Lấy dấu | Lựa chọn (bột kẽm hoặc Plasma) | |||
| Bộ điều khiển chiều cao mỏ cắt | Lựa chọn cho mỏ cắt Gas hoặc Plasma | |||
| Khoảng cách mỏ nhỏ nhất | 125mm | |||
| Chiều dày cắt Thép | 6 – 100mm đối với Gas (2-70mm đối với Plasma) | |||
| Nguồn cung cấp | 3 pha 200-400V – 60/50Hz | |||
*) Gia công phôi
Chấn phôi
Máy chấn phôi
Thông số kỹ thuật
| Model | Lực chấn (kN) | Chiều dài (mm) | Khoảng cách
2 trục (mm) |
Chiều sâu hầu (mm) | Hành trình (lần/phút) | Chiều
cao nâng dao (mm) |
Motor
(kW) |
Trọng lượng (kg) | Kích thước
(mm) |
| WF67Y 600/8000 | 6000 | 8000 | 6000 | 400 | 320/2.5 | 710 | 37 | 75000 | 8100*2965*5000 |
Sau khi chấn ta được chi tiết có dạng:
Hàn 2 chi tiết lại với nhau:
Dùng máy nốc, nốc thành chi tiết ta cần:
Hàn 7 phôi được uốn lại với nhau để được chi tiết số 1
- Chi tiết số 2: số lượng 20 tấm
*) Khai triển phôi
Chiều rông phôi B= 50 mm
Chiều dài phôi L= 100 mm
Chế tạo bằng cách cắt từ phôi tấm S= 10 mm
*) Gia công phôi
Lấy dấu và vạch dấu
Tiến hành cắt trên máy cắt plasma
- Chi tiết số 3: số lượng 20
Đề xuất biện pháp chế tạo
Từ thép tấm phẳng chấn thành chi tiết có hình dạng
Chiều dài 5716mm sau đó cắt các cạnh theo giống chi tiết trên.
*) Khai triển phôi
Chiều dài L=5716mm
Chiều rộng B=200+2×75-2×8+ 2×3,14x90x8/180=334,3 mm
*) Gia công phôi
Lấy dấu và vạch dấu
Cắt phôi bằng máy cắt plasma
Chấn phôi.
Cắt phôi có hình dạng như trên .
- Chi tiết số 4:
Khai triển phôi dung phần mềm solidshape ta có hình khai triển phôi với nội dung sau
Cài dặt với nội dung sau :
Xuất bản vẽ ra file dxf. Mở file ta có bán kính phôi khai triển
Phương pháp chế tạo từ phôi tấm: chế tạo chi tiết có bán kính 6435 mm sau đó dập thành hình nón như chi tiết số 4.
- Gia công chi tiết
Lấy dấu và cắt chi tiết R1:
Lấy dấu và cắt chi tiết R2 và R4 :
Lấy dấu và cắt chi tiết R3
Lấy dấu và cắt chi tiết R6 và R9:
Lấy dấu và cắt chi tiết R7 và R8:
Lấy dấu và cắt chi tiết R10 và R11:
Lấy dấu và cắt chi tiết R5:
Lấy dấu và cắt chi tiết R12:
Hàn các chi tiết R1, R2, R3….R12 lại với nhau.
Đưa vào máy dập thành chi tiết 4
- Chi tiết số 5
Chế tạo từ phôi tấm phẳng bằng cách lốc thành hình tròn với đường kính 1500mm
- Khai triển phôi
Kích thước phôi L= Dxπ=1500×3,14=4710 mm
- Gia công phôi
Lấy dấu, vạh dấu và cắt
Nốc thành chi tiết có hình dạng như chi tiết số 5.
- Chi tiết số 6: cửa thăm và lan can
Chế tạo bằng phương pháp hàn từ thép tấm 6.1,6.2 và 6.3 và các mối ghép bulong
Liên kết với nóc bồn bằng liên kết hàn chồng quanh chu vi bồn











