
Thiết kế chế tạo vỏ thùng chứa chất lỏng
Mô tả đồ án: Gồm các file như ảnh trên
Giá: 400.000vnđ – Mã số: doantotnghiep.me_H000022
Tải đồ án
LỜI NÓI ĐẦU
Dù ở bất kỳ quốc gia, vùng lãnh thổ nào thì sự phát triển của một đất nước luôn gắn liền với thành tựu khoa học của đất nước đó. Nước ta cũng không nằm ngoài quy luật đó. Mặc dù đất nước còn nhiều khó khăn nhưng Đảng, Nhà nước luôn xác định phát triển khoa học công nghệ là mục tiêu hàng đầu. Điều này hoàn toàn đúng đắn vì khoa học kỹ thuật có phát triển thì mới chế tạo ra nhiều máy móc phục vụ lợi ích con người. Máy móc đã và đang có vai trò rất quan trọng trong đời sống con người. Nó có thể làm việc bền bỉ và làm được những công việc nặng nhọc mà con người không thể thực hiện được. Để chế tạo được nó có rất nhiều biện pháp như hàn, bulong, đinh tán…trong đó hàn là nguyên công không thể thiếu.
Để giúp sinh viên có đầy đủ kiến thức và ký năng cần thiết sau khi tốt nghiệp, đòi hỏi sinh viên phải hoàn thành một số đồ án trong đó đồ án công nghệ hàn nóng chảy đặc biệt quan trọng đối với sinh viên thuộc chuyên ngành hàn.
Sau một thời gian học tập nghiên cứu, mày mò cùng với sự giúp đỡ tận tình của thầy giáo Nguyễn Minh Tân, nhóm chúng em đá hoàn thành đồ án chế tạo vỏ thùng chứa chất lỏng. Do thời gian hạn chế nên không thể tránh khỏi những thiếu sót, em mong thầy thông cảm và đóng góp ý kiến.
Em chân thành cám ơn!
CHƯƠNG I. TỔNG QUAN VỀ SẢN PHẨM
1.Giới thiệu
Trong công nghiệp hiện nay như hóa chất, dầu mỏ…, tất cả các hoạt động sản xuất, buôn bán, tồn trữ đều liên quan đến khâu bồn bể chứa.
Bồn, bể chứa tiếp nhận nguyên liệu trước khi đưa vào sản xuất và tồn chữ sau sản xuất.
Bồn chứa có vai trò rất quan trọng, nó có nhiệm vụ: Tồn trữ nhiên liệu và sản phẩm, giúp ta nhận biết được số lượng tồn trữ. Tại đây các hoạt động kiểm tra chất lượng, số lượng, phân tích các chỉ tiêu trước khi sản xuất hàng đều được thực hiện.
Ngoài ra nó còn được hỗ trợ bởi các hệ thống thiết bị phụ trợ: Van thở, nền móng, thiết bị chống tĩnh điện, mái che…
2.Phân loại bồn chứa
2.1 Phân loại theo chiều cao xây dựng
Bể ngầm: Được đặt bên dưới mặt đất, thường sử dụng trong các cửa hàng bán lẻ.
Bể nổi: Được xây dựng trên mặt đất,được sử dụng ở các kho lớn
Bể nửa ngầm: Loại bể có ½ chiều cao bể nhô lên mặt đất, hưng hiện nay còn rất ít
Bể ngoài khơi (sử dụng trong ngành dầu khí): Được thiết kế nồi trên mặt nước, có thể di chuyển từ nơi này đến nơi khác một cách dễ dàng.
So sánh hai loại bể ngầm và bể nổi:
| Bể ngầm | Bể nổi |
| -An toàn cao: Đây là lý do chính vì bảo đảm phòng cháy tốt và nếu có rò rỉ thì dầu cũng không lan ra xung quanh.-Ít bay hơi: Do không có gió, ít trao đổi nhiệt với môi trường bên ngoài
-Tạo mặt bằng thoáng |
-Chi phí xây dựng thấp-Bảo dưỡng thuận tiện:dễ dàng súc rửa,sơn và sửa chữa bể.
-Dễ dàng phát hiện vị trí rò rỉ xăng dầu ra bên ngoài |
2.2.Phân loại theo áp suất
Bể cao áp: Áp suất chịu đựng trong bể lớn hơn 200mmHg.
Bể áp lực trung bình: Áp suất từ 20 dến 200mmHg thường dùng bể KO, DO
Bể áp thường: Áp suất nhỏ hơn 20mmHg thường dùng là bể dầu nhờn, FO, bể mái phao.
2.3 Phân loại theo vật liệu xây dựng
Bể kim loại: Làm bằng thép, áp dụng cho hầu hết các bể lớn hiện nay.
Bể phi kim: Làm bằng vật liệu như: Gỗ, composite,…nhưng chỉ áp dụng cho các bể nhỏ.
Bể trụ đứng: Thường sử dụng cho các kho lớn.
Bể hình trụ nằm: Thường chôn xuống đất trong cửa hàng bán lẻ hoặc để nổi trong một số kho lớn.
Bể hình cầu,hình giọt nước: Hiện nay sử dụng ít.
CHƯƠNG II: CHẾ TẠO KẾT CẤU
I – Phân tích kết cấu
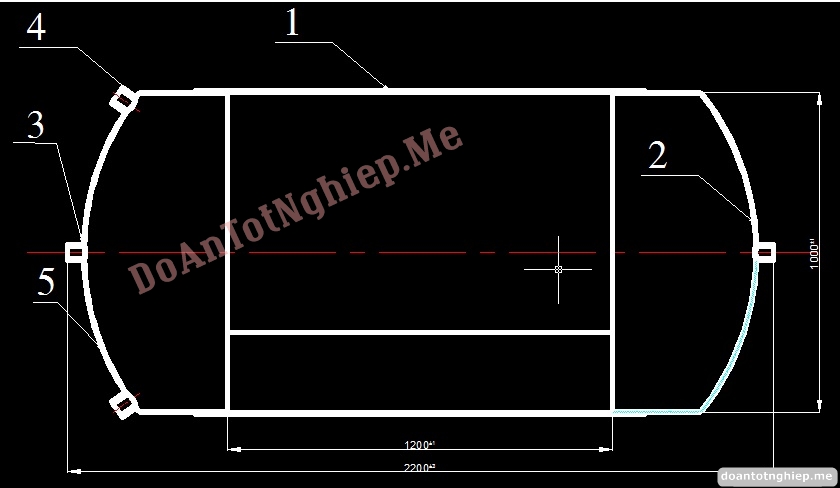
Vỏ thùng chứa nhiên liệu làm việc với yêu cầu độ kín khít và độ bền cao, gồm có 5 chi tiết, ta thấy các chi tiết được liên kết với nhau bằng các mối hàn. Vì làm việc ở điều kiện này do đó các chi tiết phải đảm bảo được các yêu cầu sau:
Các mối hàn phải đảm bảo về hình dáng và kích thước.
Phải đảm bảo độ bền chắc, kín khít trong khi làm việc.
Đảm bảo mối hàn không bị nứt nóng, nứt nguội trong khi làm việc ở mọi nhiệt độ.
Phải đảm bảo mối hàn không bị ăn mòn, hoen rỉ khi làm việc.
*Phân tích kết cấu
1. Chi tiết 1.
Gọi là thân
Thân có hình dạng và kích thước như hình vẽ
Số lượng gồm có 1 chiếc.
Nó làm nhiệm vụ chứa nhiên liệu lỏng.
Yêu cầu phải có độ kín khít.
Chi tiết 1 làm viêc ở điều kiện áp xuất .
Chi tiết 1 lắp ghép với chi tiết số 2 và 5 bằng mối hàn chồng theo chu vi khép kín
2. Chi tiết số 2.
Gọi là nắp bình
Nắp bình có hình dạng và kích thước như hình vẽ.
Số lượng gồm có 01 chiếc.
Chi tiết làm việc ở điều kiện có nhiệt độ và có áp xuất, yêu cầu độ kín cao.
Chi tiết số 2 liên kết với chi tiết số 3 bằng mối hàn góc theo chu vi khép kín.
3. Chi tiết số 3.
Gọi là đầu vào
Đầu vào có hình dạng và kích thước như hình vẽ.
Số lượng gồm có 1 chiếc.
Nó có nhiệm vụ cấp nhiên liệu long cho thùng
Nó làm việc trong điều kiện co nhiêt độ cao và áp suất
Chi tiết số 3 liên kết với chi tiết số 2 bằng mối hàn góc theo chu vi
khép kín.
4. Chi tiết số 4.
Gọi là nút thoát khí.
Thân trong có hình dạng và kích thước và hình dạng như hình vẽ.
Số lượng gồm có 2 chiếc.
Nó làm nhiệm vụ thoát khí khi cần thiết và giữ khí trong bình.
Chi tiết số 4 liên kết với chi tiết số 5 bằng mối hàn góc theo chu vi khép kin.
5. Chi tiết số 5.
Gọi là đáy thùng.
Dáy thùng có hình dạng va kích thước như hình vẽ.
Số lượng gồm có 1 chiếc.
No làm nhiệm vụ giữ áp suất trong thùng luôn ở mức cố định
Nó làm việc ở nhiệt độ cao và áp suất
Chi tiết số 5 liên kết với chi tiết số4, số 1 và số 3 bằng mối hàn góc theo chu vi khép kín.
II. Vật liệu chế tạo kết cấu.
Kết cấu hàn là tổ hợp của nhiều chi tiết bao gồm 5 chi tiết khác nhau, mỗi chi tiết có chức năng và điều kiện làm việc không giống nhau. Do đó phải căn cứ vào yêu cầu kỹ thuật của từng chi tiết để lựa chọn vật liệu chế tạo sao cho hợp lý, vừa phải đảm bảo năng suất và giá thành chế tạo kết cấu, nói cách khác vật liệu phải đảm bảo đồng thời 2 chỉ tiêu kinh tế và kỹ thuật.
Dựa vào hình dáng của các chi tiết hàn, ta thấy các chi tiết hàn được chế tạo từ các vật liệu dạng tấm và vật liệu dạng ống và được chế tạo bằng phương pháp hàn, dập, lốc.
Vì vậy vừa đảm bảo tính hàn và độ bền, già thành phù hợp ta chọn loại vật liệu là thép CT38 (TCVN 1695-75) tương đương với thép ASTM A36/A36-03a (TC Mỹ ASTM) đây là loại vật liệu được sử dụng phổ biến trên thị trường nó vừa đảm bảo tính kinh tế cũng như đáp ứng yêu cầu kỹ thuật của kết cấu khi làm việc.
Thép ASTM A36/A36-03a là loại thép chất lượng thường nhóm B. Là loại thép mềm dẻo độ cứng thấp, hiệu quả tôI và ram không cao. Do đó nó có tính đàn hồi tốt khi hàn không cần dùng các công nghệ đặc biệt.
Thành phần hóa học của thép ASTM A36/A36-03a theo trang 82 sách [I]
Nhãn hiệu thép Thành phần hóa học
C Mn Si P S
ASTM A36 0,14 -0,25
0,4 -0,65 0,12-0,4 <0,04 <0,04
Cơ tính của thép ASTM A36 trang 68 sách [I]
Kớ hiệu mỏc thộp Độ bền ọb (N/mm2) Giới hạn chảy ọT (N/mm2) Độ gión dài tương đối ọ%
ASTM A36 400ữ550 215 23
Độ dai va đập của thép ASTM A36
Nhón hiệu thộp Chiều dày S (mm) Độ dai va đập ak (N/cm)
Ở nhiệt độ Khi hoỏ giỏ
ASTM A36 4 +20ºC -20ºC –
5 60 30 30
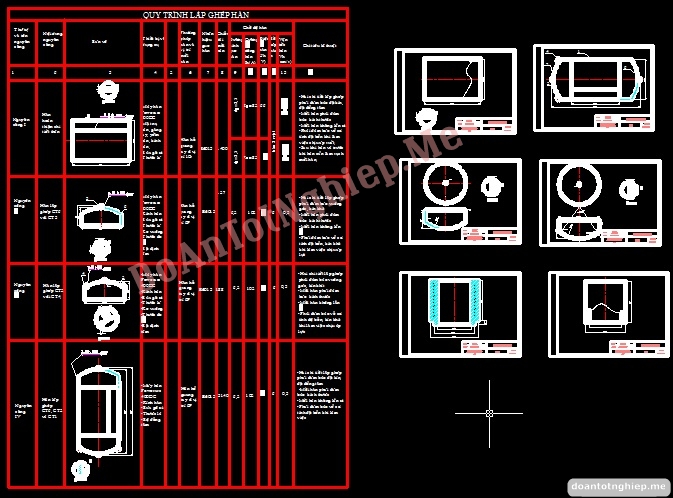
III. Quy trình công nghệ chế tạo các chi tiết:
- Chi tiết số 1 : Đáy thùng
Số lượng là 1
- Chi tiết số 1 được chế tạo từ thép tấm A36 có dạng hình trụ tròn xoay được lốc tròn. Rồi được hàn giáp mối.
- Tù hình vẽ ta thấy chi tiết số 2 có kích thước như sau:
-Đường kính ngoài Φ 1008
-Đường kính trong Φ 1000
-Chiều dài 1400mm
-Chiều dày 4mm
- Thiết bị sử dụng cho việc chế tạo : thước lá, vạch dấu, máy cắt, máy mài, compa…
- Để chế tạo chi tiết số 1 theo yêu cầu của bản vẽ ta có cách chế tạo sau:
Ta chế tạo chi tiết số1 từ tấm thép có chiều dày S = 4mm.
Để chế tạo chi tiết số1 ta lập quy trình chế tạo như sau:
- Triển khai phôi:
Do đó chi tiết số 2 có dạng hình tròn xoay, với chiều dày 4mm nên phôi khai triển sẽ là hình chữ nhật, ta tính toán chiều dài phôi thép đường kính trung bình.
DTB = = =1004±0,5 (mm)
Vậy sau khi khai triển hình chữ nhật có kích thước :
Chiều dài = π.DTB = 3,14.1004 = 3152,56±0,5 (mm)
Chiều rộng = 1400mm
Sau khi xác định kích thước phôi tiến hành nắn thẳng phôi, đối với phôi có chiều dài S= 4mm ta tiến hành nắn nguội. Nắn bằng máy nắn phôi hoặc nắn bằng tay.
- Lấy dấu và vạch dấu:
- Sau khi triển khai phôi xong ta lấy dấu và vạch dấu. Lấy dấu phải đảm bảo độ chính xác để tạo điều kiện thuận lợi cho việc cắt.
- Chi tiết có chiều dày S=4mm nên khi hàn giáp mối ta chọn liên kết hàn hai phÝa kh«ng vát mép. Khi lấy dấu lượng dư gia công chính bằng bề rộng nét cắt trừ đi khe hở, với liên kết hàn giáp mối này ta chọn 2 khe hở là 2mm bề rộng nét cắt là 2mm. Vậy kích thước vạch dấu thực hiện của phôi theo 2cách:
- Cách 1:
Chiều dài : = π. DTB + – 2 = 3,14.1004 + – 2 = 3151,5 (mm)
Chiều rộng: H + – 2 = 1400 + – 2 = 1399 (mm)
phôi
thép tấm
Cách 2: chọn phôi như hình vẽ
khe hở
phôi thép tấm
theo hình vẽ có 4 khe hở, bề rộng mỗi khe hở là 2mm, bề rộng nét cắt là 2mm.
Chiều dài : = π. DTB + – 2 = 3,14.1004 = 3012 (mm)
Chiều rộng: H + – 2 = 1400 = 1400 (mm)
- Sau khi lấy dấu và vạch dấu ta tiến hành làm sạch phôi trước khi cắt.
- Cắt
Với thép có dạng tấm (chiều dài 4mm). Khi cắt bằng máy cắt khí ôxi-ga phôi phải đảm bảo sạch không gỉ , không lẫn dầu mỡ.
Việc chuẩn bị trước khi cắt có ảnh hưởng đáng kể đến chất lượng và năng suất cắt. Đối Trong thực tế người ta tẩy bẩn gỉ ở chỗ cắt bằng ngọn lửa khí mạnh, khoảng cách giữa đầu mỏ cắt và bề mặt vật cần cắt lấy theo trang 200 sách cẩm nang hàn.
| Khoảng cách cắt (mm) | 2÷3 |
| Chiều dày tấm cắt (mm) | 3÷10 |
Chế độ cắt tra bảng 57 trang 202 sách cẩm nang hàn.
| Chiều dày tấm cắt(mm) | 4 |
| Áp suất O2 (Kg/cm2) | 3 |
| Cỡ đầu ngoài | 1 |
| Cỡ đầu trong | 1 |
| Tốc độ cắt (mm/phút) | 540÷550 |
| Chiều rộng cắt (mm) | 2 |
d ) Lốc tròn:
Sau khi cắt ta tiến hành làm sạch mép cát bằng máy mài tay trước khi lốc tròn trên máy lốc 3 trục loại Moden W11Y 16 x 2500(1,2,3) được bố trí như hình vẽ dưới đây:
Với các thông số cơ bản máy:
- Chiều dày tối đa của tôn là 16mm
- Chiều rộng tối đa của tôn là 2500 mm
- Tốc độ cuốn 4mm/p
- Đường kính tối thiểu của ống cuốn là 700mm/p
- Đường kính trục trên 280mm
- Đường kính trục dưới là 250mm
- Khoảng cách giữa hai trục dưới là 360 mm
- Công suất động cơ 15 KW
- Công suất thủy lực là 5,5
- Tốc độ uốn do ta điều khiển độ nâng của trục tâm O1.
Trước khi lốc điều chỉnh độ cong dần theo hai trục O2 và O3 , hai đầu của chi tiết ta phải uốn sơ bộ sâu vào chi tiết từ 100÷120mm. Sau đó mới cho máy lốc. Lốc sơ bộ xong ta tiến hành hàn đính, mối hàn đính phải chắc chắn. Khoảng cách giữa các mối hàn đính không quá (40÷45).5 = (200÷225) mm.
Ta chọn khoảng cách giữa các mối hàn đính là 200mm. Vậy số mối đính của mối hàn dài 1400mm là 7 mối đính. Hàn đính xong ta tiến hành lốc tròn để chi tiết đảm bảo độ tròn đều. Sau đó mới đem ra hàn toàn bộ mối hàn.
Để chống ứng suất và biến dạng khi hàn. Theo trang 149 sách cẩm nang hàn ta có thể hàn như sau:
Cách 1: hàn từ giữa về hai phía:
Cách 2: hàn phân đoạn nghịch (hàn ngắt bậc)
Cách 3: hàn ngắt bậc từ giữa về hai phía đối với những mối hàn có chiều dài hơn 1000mm.
Ta chọn cách 3 để hàn chi tiết này, nhưng không nên liên tục để giảm ứng suất và biến dạng sau khi hàn. Sau đó ta phải làm sạch mối hàn như :Xỉ, kim loại bắn toé… và kiểm tra hiệu chỉnh lại các kích thước theo yêu cầu.
- Chi tiết số 2:Nắp thùng.
Từ hình vẽ ta thấy :
Chi tiết số 2 có hình cầu, có thành giá các kích thước cho như hình vẽ.
Chi tiết số 2 được chế tạo bằng phương pháp dập vuốt không biến mỏng thành.
- Đường kính của phôi:
Áp dụng công thức 29 trang 139 sách công nghệ dập nguội.
Dphôi = + Ddư = +10
Dphôi = 1423mm
Trong đó: h1 = 270 mm
h2= 180mm
ta có : <0,015 vậy theo bảng 73 trang 150 sách công nghệ dập nguội ta chọn phương pháp dập vuốt có chặn phôi. Ta có:
- Dụng cụ khai triển phôi:
thước lá, compa, vạch dấu, máy mài, máy dập, thiết bị cắt.
Lấy dấu và vạch dấu với vật liệu tấm có chiều dày 5mm và đường kính phôi=1423mm.
- Cắt phôi :
Việc chuẩn bị trước khi cắt có ảnh hưởng đáng kể đến chất lượng và năng suất cắt, đối với thép có dạng tấm (S=4mm). Khi cắt bằng máy cắt khí Oxi ga phôi phải đảm bảo sạch, không gỉ, không lẫn dầu mỡ. Trước khi cắt ta tẩy gỉ ở chỗ cát bằng ngọn lửa khí mạnh. Khoảng cách giữa đầu mỏ cắt và bề rộng vật cần cắt lấy theo trang 200 sách cẩm nang hàn.
| Khoảng cách (mm) | 2÷3 |
| Chiều dày tấm cắt (mm) | 3÷10 |
Chế độ cắt theo bảng 57 trang 137 sách sổ tay công nghệ hàn nóng chảy.
| Chiều dày tấm cắt (mm) | 4÷6 |
| Ap suất O2 (Kg/cm2) | 3 |
| Cỡ đầu ngoài | 1 |
| Cỡ đầu trong | 1 |
| Tốc độ cắt (mm/p) | 540÷550 |
| Chiều rộng cắt (mm) | 2 |
Sau khi cắt ta tiến hành gia công để đạt được kích thước cho như trong bản vẽ.
Để gia c«ng lç Ø40 ta dïng ph¬ng ph¸p c¾t khÝ
Chế độ cắt theo bảng 57 trang 137 sách sổ tay công nghệ hàn nóng chảy.
| Chiều dày tấm cắt (mm) | 4÷6 |
| Ap suất O2 (Kg/cm2) | 3 |
| Cỡ đầu ngoài | 1 |
| Cỡ đầu trong | 1 |
| Tốc độ cắt (mm/p) | 540÷550 |
| Chiều rộng cắt (mm) | 2 |
Ta tiÕn hµnh lµm s¹ch mÐp c¾t, kiÓm tra s¶n phÈm ®Ó ®¹t kÝch thíc nh h×nh vÏ.
- Dập vuốt:
Trước khi dập ta tiến hành làm sạch phôi bằng bàn chải hoặc máy mài tay
- HÖ sè dËp vuèt
HÖ sè dËp vuèt ®îc x¸c ®Þnh theo b¶ng 75 trang 152 s¸ch c«ng nghÖ t¹o h×nh biÕn d¹ng vËt liÖu :
m1=0,8 ; m2= 0,87
- Phương pháp dập vuốt theo bảng 80 trang 163 sách công nghệ rèn dập.
Ta có :
. 100 = .100 = 0,28 < 0,5
ta dùng chặn phôi chống nhăn có gờ lồi lõm hoặc dập ngược.
- Tốc độ dập vuốt xác định theo công thức:
V = 33,3(1 + = 33,3(1 + ) = 514,92 (mm/s)
- êng kÝnh cña ph«i
- êng kÝnh cña ph«i sau khi dËp vuèt lÇn thø nhÊt lµ:
=0,8.1423=1138,4 mm.
= 1138,4 .0,87 = 990,4 mm











