Mô tả đồ án: Gồm các file như ảnh trên
Giá: 400.000vnđ – Mã số: doantotnghiep.me000043
Thanh toán
LỜI NÓI ĐẦU
Đất nước ta đang trong thời kỳ quá độ lên Chủ Nghĩa Xã Hội, nhiệm vụ trước mắt được đặt ra là nhanh chóng đưa nước ta thành một nước công nghiệp phát triển với nền đại công nghiệp cơ khí. Cũng chính vì thế mà những năm gần đây ngành cơ khí ở nứơc ta rất được coi trọng và đầu tư phát triển.Vì vậy yêu cầu đặt ra cho ngành là đào tạo ra một đội ngũ kĩ sư có trình độ, có năng lực chuyên môn và một đội ngũ công nhân viên có tay nghề cao đáp ứng được những yêu cầu về công việc của xã hội.
Để làm được điều này thì trước hết mỗi người học phải nắm vững được những kiến thức cơ bản. Môn học công nghệ chế tạo máy là một môn cơ bản nhất trang bị cho người học những kiến về ngành cơ khí chế tạo máy. Với việc nghiên cứu và đưa ra những chi tiết mới mang tính công nghệ mới sẽ làm đổi thay nhiều mặt của ngành cơ khí. Để chuẩn bị cho việc đó thì trong quá trình học chúng em đã dược tiếp cận bằng việc làm đồ án thiết kế quy trình công nghệ của một sản phẩm.
Với chi tiết được giao là chi tiết dạng càng rất phức tạp, em đã gặp không ít khó khăn trong việc thiết kế. Nhưng được sự hướng dẫn và giúp đỡ nhiệt tình của thầy cô trong bộ môn và đặc biệt là thầy Đoàn Đình Quân đã giúp em hoàn thành đồ án này.Tuy nhiên do trình độ còn nhiều hạn chế nên đồ án của em còn nhiều thiếu sót vì vậy em mong được sự chỉ bảo của thầy để bài làm của em được hoàn thiện hơn.
Em xin chân thành cảm ơn!
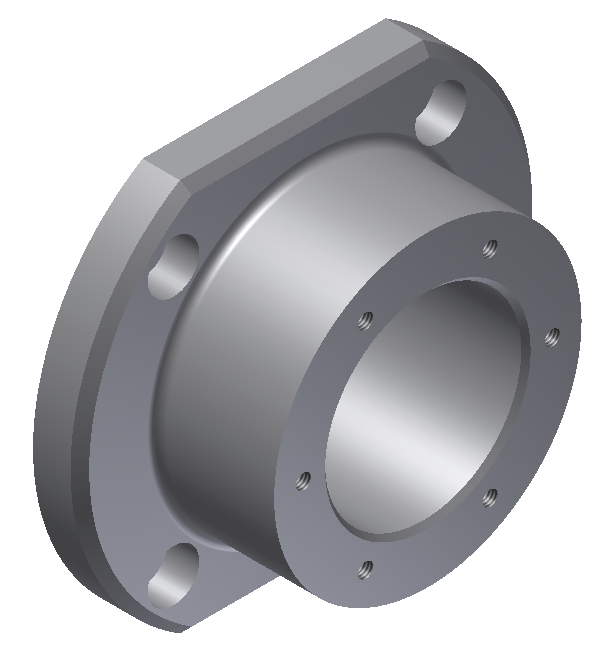
I. Phân tích chức năng làm việc của chi tiết.
a.Chức năng làm việc.
Là bộ phận nối giữa trục điều khiển và các bánh răng di trượt nhằm điều chỉnh sự ăn khớp của các cặp bánh răng (khi cần thay đổi tỷ số truyền trong hộp tốc độ).
Sơ đồ làm việc:
b.Điều kiện làm việc.
Điều kiện làm việc không khắc nghiệt, chi tiết chỉ chịu mô men xoắn nhỏ khi làm việc (gạt cho các bánh răng ăn khớp với nhau) và chi tiết thường xuyên không chịu tải, không mài mòn, có va đập khi làm việc, nhiệt độ làm việc không cao.
II. Phân tích tính công nghệ trong kết cấu của chi tiết.
Tính công nghệ trong kết cấu là những đặc điểm về kết cấu cũng như những yêu cầu kỹ thuật ứng với chức năng làm việc của chi tiết gia công. Nó có ý nghĩa quan trọng trong việc nâng cao tính công nghệ, giảm khối lượng lao động, tăng hệ số sử dụng vật liệu và hạ giá thành sản phẩm.
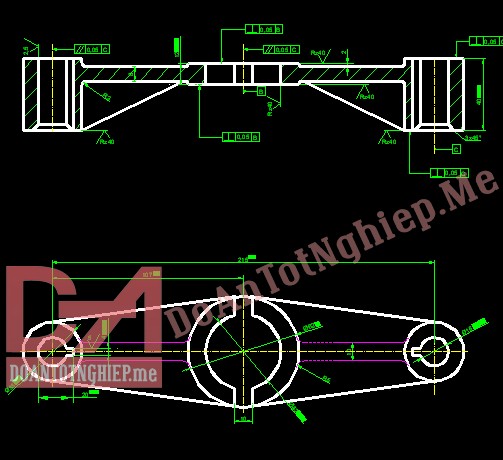
a.Bản vẽ chi tiết:
– Bề mặt làm việc chủ yếu của càng gạt là các mặt trong của lỗ 16 .
– Qua các điều kiện kỹ thuật trên ta có thể đưa ra một số nét công nghệ điển hình của chi tiết càng gạt như sau:
+ Chi tiết thuộc dạng chi tiết dạng càng.
+ Chi tiết đòi hỏi độ vuông góc giữa các tâm lỗ và mặt đầu của lỗvà độ song song giữa lỗ 2 lỗ 16 .
+ Kết cấu của càng đảm bảo khả năng cứng vững.
+ Kích thước càng không lớn lắm phôi nên chọn là phôi đúc và để đảm bảo các điều kiện làm việc trong quá trình gia công.
+ Chiều dài các lỗ cơ bản bằng nhau và các mặt đầu của chúng thuộc hai mặt phẳng song song với nhau.
+ Kết cấu càng đối xứng qua mặt phẳng tâm lỗ 42. Các lỗ 16 vuông góc mặt đầu thuận lợi cho việc gia công lỗ.
+ Kết cấu càng có các lỗ vuông góc mặt đầu nên thuận lợi cho việc chọn chuẩn thô và chuẩn tinh thống nhất.
b.Về các phần tử kết cấu:
* Đơn giản hoá kết cấu:
Ngoài những phần do đảm bảo chức năng làm việc không thể thay đổi được như mặt trụ, mặt làm việc , ta xét các bề mặt còn lại.
+Gân trợ lực :
Do khi làm việc chi tiết có chịu va đập mà vật liệu làm bằng gang dễ vỡ đồng thời phần chuyển tiếp giữa phần trụ ở đầu và thân có kích thước thay đổi đột ngột nên tập trung ứng suất , do đó tại vị trí này chi tiết dễ bị gãy. Để tránh việc chi tiết bị phá huỷ cần có gân trợ lực, việc bỏ gân trợ lực để đơn giản kết cấu là không thể được.
+Bố trí chi tiết đối xứng:
Do hình dạng của chi tiết nên ta ghép hai chi tiết lại thành một chi tiết có hình dạng đối xứng làm tăng độ cứng vững cho chi tiết khi gia công, đồng thời làm giảm số lượng các nguyên công (do chỉ gia công một chi tiết sau đó có nguyên công cắt đứt sau cùng).
Việc thay thế kết cấu bằng hàn ,lắp ghép đều không đem lại hiệu quả kinh tế và kỹ thuật.
III. Xác định dạng sản xuất.
Sản lượng hàng năm được xác định theo công thức sau đây:
Trong đó:
N: Số lượng chi tiết được sản xuất trong một năm.
N1: Số sản phẩm(số máy) được sản xuất trong một năm.
N1=18000 SP/năm.
m: Số chi tiết trong một sản phẩm, m=2.
: Số chi tiết được chế tạo thêm để dự trữ(5%).
: Số phế phẩm(3%).
Trọng lượng của chi tiết:
Q=V.
Trong đó:
: Trọng lượng riêng của vật liệu . = 7kg/dm.
V: Thể tích chi tiết.
V=2V1+2V2-2V3-V4
V
Q kg.
Tra bảng 2 trang 13[5], ta được dạng sản xuất là hàng loạt lớn.
IV. Chọn phương pháp chế tạo phôi.
1.Chọn loại phôi:
Đối với chi tiết đã có,có thể áp dùng các loại phôi sau đây:
a.Phôi dập:
Phôi dập thường dùng cho các loại chi tiết sau đây: trục răng côn, trục răng thẳng, các loại bánh răng khác , các chi tiết dạng càng , trục chữ thập, trục khuỷu. . .có các đặc điểm:
Sử dụng một bộ khuôn có kích thước lòng khuôn gần giống vật gia công.
Độ chính xác của vật dập cao , đặc biệt là các kích thước theo chiều cao và sai lệch giữa hai nửa khuôn . Thông thường độ bóng của dập thể tích đạt được từ 2 4 ,độ chính xác đạt được 0,1 0,05 .
Trạng thái ứng suất vật gia công nói chung là nén khối, do đó kim loại có tính dẻo tốt hơn , biến dạng triệt để hơn , cơ tính sản phẩm cao hơn và có thể gia công vật phức tạp.
Dễ cơ khí hoá nên năng suất cao.
Hệ số sử dụng vật liệu cao.
Thiết bị sử dụng có công suất lớn , chuyển động chính xác , chế tạo khuôn đắt tiền.
Do những đặc điểm trên nên dập thể tích chỉ dùng trong sản xuất hàng loạt và hàng khối.
b.Rèn tự do.
Ưu điểm của rèn tự do:
Thiết bị rèn đơn giản ,vốn đầu tư ít.
Có khả năng loại trừ các khuyết tật đúc như rỗ khí, rỗ co.. .Biến tổ chức hạt thành tổ chức thớ ,tạo được các tổ chức thớ uốn xoắn ,do đó làm tăng cơ tính sản phẩm.
Lượng hao phí kim loại khi rèn ít hơn khi gia công cắt gọt . Các nhược điểm của rèn tự do:
Độ chính xác kích thước ,độ bóng bề mặt kém.
Chất lượng vật rèn không đồng đều trong từng phần của chi tiết và giữa các loạt gia công chất lượng gia công còn phụ thuộc vào trình độ công nhân và trình độ tổ chức nơi làm việc.
Năng suất lao động thấp ,lượng dư ,dung sai và thời gian gia công lớn ,hiệu quả kinh tế không cao.
Sử dụng trong sản xuất đơn chiếc ,loạt nhỏ ,phục vụ công nghiệp sửa chữa, chế tạo máy.
c.Đúc:
Có thể tạo ra sản phẩm có chất lượng cao, kích thước chính xác, độ bóng bề mặt cao, có khả năng cơ khí hoá , tự động hoá cao.
Giá thành sản xuất đúc nói chung hạ hơn so với các dạng sản xuất khác .
Vật đúc dễ tồn tại các dạng rỗ co , rỗ khí , nứt . . .
Tiêu hao một phần kim loại do hệ thống rót , đậu ngót. . .
Khi đúc trong khuôn kim loại, tính dẫn nhiệt của khuôn cao nên khả năng điền đầy kém. Mặt khác có sự cản cơ của khuôn kim loại lớn nên dễ gây ra nứt.
Tóm lại: Vật liệu để chế tạo chi tiết càng gạt là gang xám (GX15-32). Gang xám có giá thành rẻ, dễ nấu luyện, có nhiệt độ nóng chảy thấp (13500C), có tính đúc tốt và khả năng chịu lực nén cao, mặt khác do đặc tính của gang xám là cứng và dòn, không rèn dập được nên ta chọn phương pháp Đúc để chế tạo phôi chi tiết càng gạt.
2.Phương pháp chế tạo phôi:
* Đúc gang trong khuôn cát, mẫu gỗ, làm khuôn bằng tay. Phương pháp này cho độ chính xác thấp, lượng dư cho gia công cắt gọt lớn, năng suất thấp, đũi hỏi trỡnh độ tay nghề công nhân cao, thích hợp với dạng sản xuất đơn chiếc và loạt nhỏ.
* Dùng mẫu kim loại, khuôn cát pha nước thủy tinh, làm khuôn bằng máy. Phương pháp này đạt độ chính và năng suất cao, lượng dư gia công cắt gọt nhỏ, phế phẩm ít, vật đúc không bị cong vênh, không rỗ khí do khả năng thoát hơi rất tốt của khuôn cát, thích hợp với sản xuất hàng loạt và hàng khối.
* Đúc trong khuôn kim loại. Phương pháp này đem lại sản phẩm đúc chất lượng cao, kích thước chính xác, độ nhẵn bóng bề mặt cao, có khả năng cơ khí hóa, tự động hóa, thích hợp cho dạng sản xuất hàng loạt và hàng khối. Tuy nhiên lớp bề mặt của vật đúc thường bị biến cứng, khả năng khuyết tật lớn (vật đúc dễ cong vênh), chi phớ chế tạo khuụn rất cao.
* Kết luận:
– Căn cứ vào dạng sản xuất hàng khối, vật liệu chế tạo chi tiết là GX15-32 và hình dạng, kết cấu của chi tiết không phức tạp ta chọn phương pháp đúc tối ưu, kinh tế nhất là: đúc trong khuôn kim loại.
3.Gia công chuẩn bị phôi
Để tạo điều kiện thuận lợi cho việc chọn chuẩn ta cần gia công chuẩn bị phôi để tạo các bề mặt sạch và chính xác đủ để dùng làm chuẩn thô khi gia công ,đồng thời cũng làm giảm sự ảnh hưởng của bề mặt phôi đến quá trình cắt để nâng cao chất lượng bề mặt sau gia công cũng như tăng tuổi bền của dụng cụ cắt .
Việc chuẩn bị phôi chủ yếu là làm sạch các bề mặt của chi tiết ,làm sạch bavia ,đậu rót ,đậu ngót.
4.Bản vẽ chi tiết lồng phôi:
*Xác định lượng dư gia công cơ:
Xác định lượng dư gia công cơ phụ thuộc hợp kim đúc , kích thước lớn nhất của vật đúc, tính chất sản xuất, mức độ phức tạp của chi tiết, phương pháp làm khuôn(bằng tay hay bằng máy ),vị trí bề mặt trong khuôn và cấp chính xác của vật đúc .
Với những vật đúc trong khuôn kim loại ta có cấp chính xác 2.
Tra bảng (3-110)[7] ta được lượng dư gia công cơ là:
Mặt trên: 2,5 mm.
Mặt dưới: 2,0 mm.
* Dung sai vật đúc là 1,0mm.