Mô tả đồ án: Gồm các file như ảnh trên
Giá: 680.000vnđ – Mã số: doantotnghiep.me000030
Thanh toán
LỜI NÓI ĐẦU
Công nghệ chế tạo máy là một ngành then chốt, nó đóng vai trò quyết dịnh trong sự nghiệp công nghiệp hoá hiện đại hoá đất nước. Nhiệm vụ của công nghệ chế tạo máy là chế tạo ra các sản phẩm cơ khí cho mọi lĩnh vực của nghành kinh tế quốc dân, việc phát triển ngành công nghệ chế tạo máy đang là mối quan tâm đặc biệt của Đảng và nhà nước ta.
Phát triển ngành công nghệ chế tạo máy phải được tiến hành đồng thời với việc phát triển nguồn nhân lực và đầu tư các trang bị hiện đại. Việc phát triển nguồn nhân lực là nhiệm vụ trọng tâm của các trường đại học.
Hiện nay trong các ngành kinh tế nói chung và ngành cơ khí nói riêng đòi hỏi kĩ sư cơ khí và cán bộ kĩ thuật cơ khí được đào tạo ra phải có kiến thức cơ bản tương đối rộng, đồng thời phải biết vận dụng những kiến thức đó để giải quyết những vấn đề cụ thể thường gặp trong sản xuất.
Môn học công nghệ chế tạo máy có vị trí quan trọng trong chương trình đào tạo kĩ sư và cán bộ kĩ thuật về thiết kế, chế tạo các loại máy và các thiết bị cơ khí phục vụ các ngành kinh tế như công nghiệp, nông nghiệp, giao thông vận tải, điện lực …
Để giúp cho sinh viên nắm vững được các kiến thức cơ bản của môn học và giúp cho họ làm quen với nhiệm vụ thiết kế, trong chương trình đào tạo , đồ án môn học công nghệ chế tạo máy là môn học không thể thiếu được của sinh viên chuyên ngành chế tạo máy khi kết thúc môn học.
Sau một thời gian tìm hiểu và với sự chỉ bảo nhiệt tình của thầy giáo
Đoàn Đình Quân đến nay Em đã hoàn thành đồ án môn học công nghệ chế tạo máy Trong quá trình thiết kế và tính toán tất nhiên sẽ có những sai sót do thiếu thực tế và kinh nghiệm thiết kế, em rất mong được sự chỉ bảo của các thầy cô giáo trong bộ môn công nghệ chế tạo máy và sự đóng góp ý kiến của các bạn để đồ án công nghệ của em được hoàn thiện hơn .
Em xin chân thành cảm ơn!
NHẬN XÉT CỦA GIÁO VIÊN HƯỚNG DẪN
…………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………
Hưng yên, ngày tháng năm 2011
QUI TRÌNH CÔNG NGHỆ CHẾ TẠO CHI TIẾT DẠNG HỘP
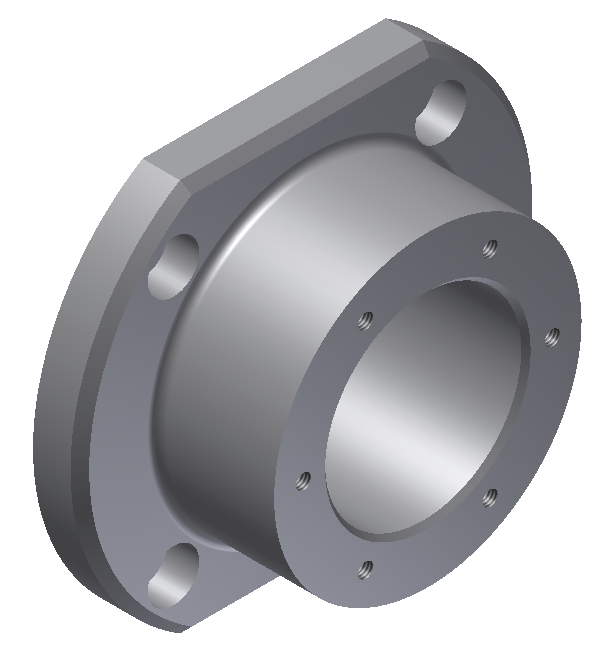
I-phân tích chức năng làm việc của chi tiết Đế dẫn hướng .
Hộp là loại chi tiết cơ sở quan trọng của một sản phẩm, chức năng chủ yếu là đỡ các chi tiết khác như trục trong các động cơ và các máy móc khác, ngoài ra nó còn dùng để đỡ các thanh, dầm, khung, nó là bộ phận ghép nối các phần tử này. Đặc điểm của chi tiết hộp là nhiều thành vách, độ dày mỏng của các vách khác nhau,có nhiều phần lồi lõm, trên hộp có nhiều mặt phải gia công với độ chíng xác khác nhau và cùng có nhiều bề mặt không cần phải gia công .
Với vật liệu làm bằng thep 45.
– Có một số lượng các mặt phẳng gia công với độ xác khác nhau và có một mặt không phải gia công.
– Các lỗ trên chi tiết được chia làm 2 loại :
+ Có lỗ gia công chính xác dùng để lắp nghép được gọi là các lỗ chính.
+ Có lỗ gia công không chính xác dùng để kẹp chặt các chi tiết khác được gọi là các lỗ phụ.
– Có lỗ có vị trí tươn quan vuông góc với các mặt phẳngứi có song song và vuông góc với nhau.
=> Từ những điều kiện trên và hình vẽ :Ta thấy đây là một dạng chi tiết trong họ chi tiết dạng hộp.
II-Phân tích tính công nghệ trong kết cấu của chi tiết .
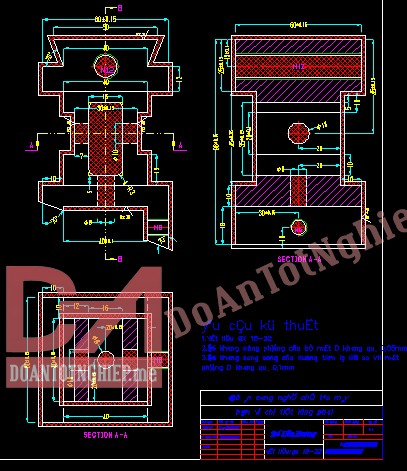
Từ hình vẽ yêu cầu gia công chi tiết dạnh hộp, phân tích công nghệ từ gia công chế tạo phôi cho tới khi thành sản phẩm hoàn chỉnh.
Bề măt bắt bu lông 12 nên làm lồi lên để giảm thời gian gia công và tiết kiệm nguyên liệu mà vẫn đảm bảo chức năng của chúng .
Từ nguyên công chế tạo phôi chi tiết có thể sửa đổi thành chi tiết như hình vẽ lồng phôi vừa giảm thời gian nguyên công vừa giảm thời gian làm khuôn , tiết kiệm kim loại . Đặc biệt trên chi tiết dạng hộp thường có nhiều lỗ cần được gia công chính xác để thực hiện các mối lắp ghép ,
Nhìn chung chi tiết dạng hộp là một chi tiết phức tạp ,khó gia công ,khi chế tạo phải đảm bảo nhiều yêu cầu kỹ thuật khác nhau.
Mặt bích có thể làm tròn và tạo rãnh thoát dao cho bề mặt cần gia công. Các lỗ đồng tâm có đường kính thông suốt và ngắn. Các lỗ kẹp chặt của chi tiết dạng hộp phải là lỗ tiêu chuẩn. Các bề mặt chuẩn phải có đủ diện tích nhất định, phải cho phép thực hiện nhiều nguyên công, khi dùng bề mặt đó làm chuẩn và phải cho phép thực hiện gá đặt nhanh. Hộp phải có đủ độ cứng vững để khi gia công không bị biến dạng và có thể dùng chế độ cắt cao, đạt năng suất cao.
III. Xác định dạng sản xuất:
Muốn xác định dạng sản xuất trước hết ta phải biết sản lượng hàng năm của chi tiết gia công . Sản lượng hàng năm được xác định theo công thức sau :
N = N1.m (1+)
Trong đó
N- Số chi tiết được sản xuất trong một năm
N1- Số sản phẩm được sản xuất trong một năm (19500 chiếc/năm)
m- Số chi tiết trong một sản phẩm
– Phế phẩm trong xưởng đúc =(3-:-6) %
– Số chi tiết được chế tạo thêm để dự trữ =(5-:-7)%
Vậy N = 19500.1(1 +) = 15070 ( chi tiết /năm)
Trọng lượng của chi tiết được xác định theo công thức
Q1 = V. (kg)
Trong đó
Q1- Trọng lượng chi tiết
– Trọng lượng riêng của vật liệu thép = 7,852 Kg/dm3
V – Thể tích của chi tiết
V = V1- V2+ V3- V5- V4+ V6+ V8- V9- V7
V- theo bản vẽ
V1= 60x 60x 25= 90.000 (mm3 )
V2 = (ð.d2/4).l = (ð.122/4).60=6782,4 (mm3)
V3= 45x40x40 = 72.000( mm3 )
V4 = (ð.d2/4).l =(ð.102/4).30=2355 (mm3)
V5 =16x35x40=22400 (mm3)
V6 = 10x 60×60 =36000 (mm3)
V7 = (ð.d2/4).l =(ð.82/4).10= 502,4 (mm3)
V8 = 18x60x60 =10800 (mm3)
V9= = (ð.d2/4).l =(ð.82/4).10 = 502,4 (mm3)
ỉ V = V1- V2+ V3- V5- V4+ V6+ V8- V9- V7
= 90.000- 6782,4+72.000 -22400 – 2355+ 36000+10800-2. 502,4
= 1762578 (mm3)
Vậy Q1 = V. = 0,1762578. 7,852= 1,38 (kg)
Dựa vào N & Q1 bảng 2 (TKĐACNCTM) ta có dạng sản xuất là dạng sản xuất hàng khối.
IV. Chọn phương pháp chế tạo phôi:
Phôi đúc bao gồm cả phôi gang, thép hoặc hợp kim nhôm là những loại phôi phổ biến nhất để chế tạo các chi tiết dạng hộp, chế tạo phôi đúc thường dùng các phương pháp đúc sau:
ã Phương pháp đúc trong khuôn cát:
– Phương pháp đúc trong khuôn cát có các ưu điểm sau:
+ Đúc được các vật liệu kim loại khác nhau có khối lượng từ vài chục gam đến vài chục tấn.
+ Đúc các chi tiết có hình dạng phức tạp mà các phương pháp khác khó hoặc không thể gia công được.
+ Tính chất sản xuất linh hoạt, thích hợp với các dạng sản xuất .
+ Đầu tư ban đầu thấp, dễ cơ khí hóa và tự động hóa.
– Tuy nhiên đúc trong khuôn cát có những nhược điểm sau:
+ Độ chính xác vật đúc không cao dẫn tới lượng dư gia công lớn ,hệ số sử dụng vật liệu K nhỏ.
+ Chất lượng phôi đúc thấp , thường có rỗ khí, rỗ sỉ, chất lượng bề mặt vật đúc thấp.
ã Phương pháp đúc trong khuôn kim loại .
– Phương pháp đúc khuôn kim loại có ưu nhược điểm sau
+ Độc chính xác về hình dạng và kích thước cao
+ Tổ chức vật đúc mịn chặt, chất lượng bề mặt cao.
+ Dễ cớ khí hóa và tự động hóa, năng suất cao.
+ Khối lượng vật đúc hạn chế , khó chế tạo được bởi vật đúc có hình dạng phức tạp và có thành mỏng, bề mặt chi tiết dễ bị biến cứng nên sau khi đúc thường phải ủ để chuẩn bị cho gia công cơ.
ã Phôi chế tạo bằng phương pháp gia công áp lực :
– Phương pháp gia công áp lực có ưu điểm sau:
+ Cơ tính của vật liệu được cải thiện
+ Độ chính xác hình dạng, kích thước, chất lượng bề mặt phôi cao do đó giảm được thời gian gia công cắt gọt và tổn thất vật liệu, năng cao hệ số sử dụng phôi, góp phần giảm chi phí sản xuất .
+ Rút ngắn được các bước của quá trình công nghệ
+ Dễ cơ khí hóa và tự động hóa nên năng suất cao.
– Bên cạnh các ưu điểm trên gia công áp lực cũng có nhược điểm :
+ Khó chế tạo các chi tiết có hình dạng phức tạp.
+ Không áp dụng đối với các kim loại và hợp kim
+ Không áp dụng đối với các kim loại và hợp kim có tính dẻo thấp như Gang, hợp kim đồng …
+ Tính linh hoạt của phương pháp bị hạn chế , ví dụ, dập thể tích ( còn gọi là rèn khuôn) chỉ có ý nghĩa kinh tế khi số lượng chi tiết yêu cầu đủ lớn.
Dùng mẫu kim loại, khuôn cát làm khuôn bằng máy, đạt độ chính xác và năng xuất cao, lượng dư gia công cắt gọt nhỏ, phương pháp này thích hợp trong sản xuất hàng loạt và hàng khối.
ã Dùng phương pháp đúc trong khuôn vỏ mỏng: phôi đuc đạt độ chính xác từ 0.3 – 0.6 mm, tính cơ học tốt. Phương pháp này dùng trong sản xuất loạt lớn và hàng khối, nhưng chỉ thích hợp cho chi tiết hộp cỡ nhỏ.
ỉ Từ những phương pháp trên: Chọn Phương pháp đúc trong khuôn kim loại, mẫu kim loại và làm khuôn bằng máy có thể áp dụng tốt đối với chi tiết dạng hộp ở dạng sản xuất hàng khối.