
Tìm hiểu, phân tích và tính toán kết cấu hàn trong thực tế


Mô tả đồ án: Gồm các file như ảnh trên
Giá: 400.000vnđ – Mã số: doantotnghiep.me_H000003
Tải đồ án
LỜI NÓI ĐẦU
Hiện nay công cuộc công nghiệp hoá hiện đại hoá đất nước ta đang phát triển mạnh mẽ với việc ứng dụng khoa học kỹ thuật vào sản xuất. Trong nền kinh tế đó ngành công nghệ chế tạo máy có một vai trò rất quan trọng và bên cạnh đó chúng ta không thể không kể đến đóng góp của nghề hàn. trong thực tế sản xuất đâu đâu chúng ta cũng bắt gặp nghề hàn. Việc tính toán thiết kế ra những kết cấu bằng phương pháp hàn với các phương án tối ưu nhất có ý nghĩa vô cùng to lớn về mặt kỹ thuật lẫn kinh tế.
Để làm quen với công việc thiết kế, một phần để củng cố kiến thức đã học và ứng dụng nó để giải quyết vấn đề của thực tế sản xuất. Sau một thời gian học tập tại trường đại học sư phạm kỹ thuật Hưng Yên, cùng với các ngành nghề khác em được giao đề tài tìm hiểu, phân tích và tính toán kết cấu hàn trong thực tế. Vì đây là lần đầu tiên làm quen với việc thiết kế mới mẻ bên cạnh đó do kiến thức thực tế chưa có nhiều nên em không thê tránh được những bỡ ngỡ trong việc thực hiện đề tài của môn học này.
Mặc dù đã rất cố gắng tìm hiểu để hoàn thiện để tài này nhưng do kiến thức còn hạn chế nên không tránh khỏi những sai sót. Vì vậy em kính mong sự chỉ dẫn, giúp đỡ đóng góp ý kiến của thầy cô và bạn bè để em có thể hoàn thiện được đề tài này và củng cố được kiến thức của mình.
Em xin chân thành cảm ơn thầy Đinh Văn Bân đã tận tình giúp đỡ, hướng dẫn và chỉ bảo cho em trong việc hoàn thành đề tài này.
Hưng yên, ngày 15 tháng 04 năm 2011
Sinh viên
Chu Thị Thu Hương
NHẬN XÉT CỦA GIẢNG VIÊN HƯỚNG DẪN
………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………
Giảng viên hướng dẫn
Đinh Văn Bân
PHẦN I: PHÂN TÍCH KẾT CẤU CẦN CHẾ TẠO
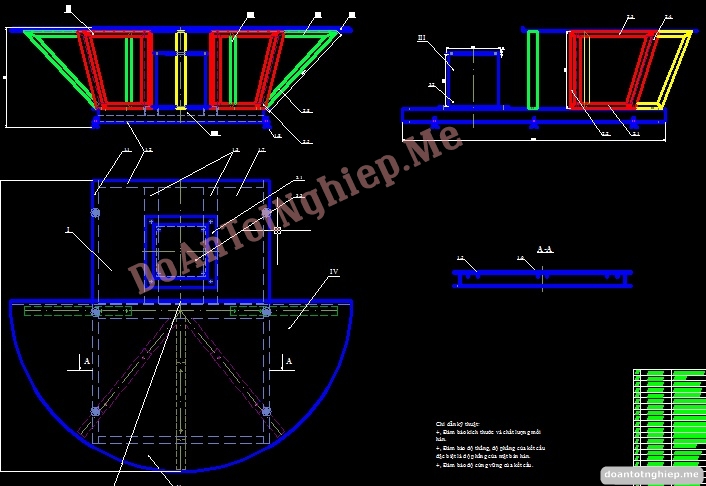
Kết cấu này được tạo thành từ 4 cụm chi tiết khác nhau và được ghép lại với nhau bằng mối ghép hàn thực hiện bằng phương pháp hàn hồ quang tay và mối ghép bu lông đai ốc tạo thành một khối có chiều cao tổng thể là 720 (mm); chiều dài phần đế là 1850 (mm) và nếu tính cả phần nhô ra của mặt bàn hàn thì khối chi tiết này có chiều dài cơ sở là 2050 (mm), chiều rộng của khối chi tiết là 1250 (mm) phần đế và 2400 (mm) tính theo chiều rộng mặt bàn hàn.
1.1 Cụm chi tiết I: Cụm chi tiết đế.
Cụm chi tiết đế được tạo từ khung bao chính hàn với tấm mặt đế (chi tiết 1.7), bên trong khung có hàn các thanh tăng cứng chữ U có tác dụng tăng cứng cho kết cấu khi làm việc.
Khung bao chính được tạo thành từ các chi tiết chọn theo tiêu chuẩn gồm hai cặp chi tiết hình chữ U100x65x46 (TCVN 1654 – 75) (cặp chi tiết 1.1 và cặp chi tiết 1.2) được hàn với nhau bằng mối hàn góc. Trước khi hàn thành khung trên mỗi một chi tiết 1.1 có khoan 3 lỗ để lắp bulông M16 của 6 chân cân chỉnh có tác dụng điều chỉnh cân bằng cho kết cấu (chi tiết 1.8).
Các thanh tăng cứng cũng là các chi tiết được chọn theo tiêu chuẩn gồm có chi tiết 1.3; 1.4; 1.5; 1.6. Đó là các thanh thép chữ U có kích thước như sau: U100x46x4,5 và U65x36x4,4 (TCVN 1654 – 75) được hàn với khung bao chính bằng mối hàn giáp mối.
Tấm mặt đế (chi tiết 1.7) có chiều dày S = 4 (mm) được chế tạo từ thép tấm có dạng hình chữ nhật.
- Trên chi tiết 1.7 có khoan tất cả 14 lỗ để bắt bulông liên kết giữa cụm chi tiết I và cụm chi tiết II.
- Trên cặp chi tiết 1.3 có khoan 2 lỗ trên mỗi chi tiết để bắt bulông liên kết cụm chi tiết đế (cụm chi tiết I) với cụm chi tiết bệ đỡ robot (cụm chi tiết III).
- Trên mỗi chi tiết 1.4; 1.5; 1.6 có khoan các lỗ để bắt bulông liên kết giữa cụm chi tiết I với cụm chi tiết II.
Tất cả các lỗ trên các chi tiết từ 1.3 ÷ 1.6 đều phải đồng tâm với các lỗ trên chi tiết 1.7 theo đúng vị trí. Do đó để đảm bảo chính xác ta nên khoan các lỗ trên các thanh tang cứng trước sau đo hàn vào khung bao chính. Sau khi hàn đinh chi tiết 1.7 vào khung bao chính ta căn cứ vào các lỗ đã khoan trên các thanh tăng cứng để khoan lỗ trên chi tiết 1.7. Hoặc ta cũng có thể hàn hoàn thiện cụm chi tiết I xong rồi tiến hành khoan thung qua thanh tăng cứng xuyên suốt tấm mặt đế.
Cụm chi tiết đế sau khi hàn lại sẽ tạo thành một khối hình hình chữ nhật có kích thước như hình vẽ bài số 1.
Số lượng:
- Chi tiết 1.1: 2
- Chi tiết 1.2: 2
- Chi tiết 1.3: 2
- Chi tiết 1.4: 1
- Chi tiết 1.5: 2
- Chi tiết 1.6: 1
- Chi tiết 1.7: 1
- Chi tiết 1.8: 6
1.2 Cụm chi tiết số 2: Chân giá đỡ mặt bàn.
Chân giá đỡ mặt bàn có tác dụng đỡ bàn hàn rôbốt. Chúng được chế tạo từ các thanh thép hình chữ U được chọn theo tiêu chuẩn có kích thước là U65x36x4,4 (TCVN 1654 – 75). Trong quá trình chế tạo các thanh thép này được cắt và vát bằng máy cắt đá thành các thanh có kích thước phù hợp từng vị trí và được hàn lại tạo thành chân giá đỡ mặt bàn. Các chi tiết này liên kết với nhau bằng mối hàn giáp mối (tại các cạnh của chi tiết) và mối hàn góc để tạo thành chân giá đỡ mặt bàn.
Trên chi tiết 2.1 và 2.5 có khoan các lỗ để bắt bulong liên kết cụm chi tiết II với cụm chi tiết I.
Yêu cầu kỹ thuật: các thanh được chọn theo tiêu chuẩn phải đảm bảo độ cứng vững, độ thẳng, độ phẳng, độ vuông góc…
Số lượng: 5 khung
Cụm chi tiết chân giá đỡ bàn hàn sau khi hàn lại có hình dạng và kích thước như bài số 2 và bài số 3.
Số lượng cụ thể:
- Chi tiết 2.1: 3
- Chi tiết 2.2: 3
- Chi tiết 2.3: 3
- Chi tiết 2.4: 3
- Chi tiết 2.5: 2
- Chi tiết 2.6: 2
- Chi tiết 2.7: 2
- Chi tiết 2.8: 2
1.3 Cụm chi tiết số 3: Bệ đỡ thân rôbốt.
Bệ đỡ thân rôbốt gồm các chi tiết được chế tạo từ thép tấm có chiều dày S = 10 (mm) và hàn lại với nhau thành một khối có kích thước như hình vẽ (bài số 4). Trên chi tiết 3.1 có khoan 4 lỗ để bắt bulông M14 liên kết với chi tiết 1.7 và chi tiết 1.3 của cụm chi tiết I. Trên chi tiết 3.3 có khoan 4 lỗ để bắt bulông M14 liên kết cụm chi tiết 3 với phần thân của robot.
Các chi tiết 3.2 được liên kết với nhau bằng mối hàn góc tạo thành thân bệ đỡ rôbốt. Chi tiết 3.1 và chi tiết 3.3 hay còn gọi là các mặt bích liên kết với các chi tiết 3.2 bằng mối hàn chữ T.
Cụm chi tiết III liên kết với cụm chi tiết I thông qua liên kết bulông.
Số lượng: 1
Yêu cầu kỹ thuật: phải đảm bảo độ phẳng và đặc biệt là độ cứng vững vì cụm chi tiết này có chức năng đỡ robot.
Số lượng cụ thể:
- Chi tiết 3.1: 1
- Chi tiết 3.2: 4
- Chi tiết 3.3: 1
- Mặt bàn hàn (chi tiết 4.1) được chế tạo từ thép tấm có dạng hình chữ nhật sau khi gia công có dạng hình bán nguyệt với đường kính 2400 (mm) và chiều dày là S = 4 (mm).
1.4 Cụm chi tiết số IV: Mặt bàn hàn.
Số lượng: 1
Yêu cầu kỹ thuật: mặt bàn hàn phải có độ phẳng, độ cứng vững, chịu nhiệt, chống mài mòn trong đó độ phẳng là yêu cầu quan trọng nhất.
- Ngoài ra, ở cụm chi tiết mặt bàn còn sử dụng thanh thép chữ L (hay chữ V) (chi tiết 4.2) có kích thước theo tiêu chuẩn L30x30x3 (TCVN 1656 – 85) có chức năng giảm bắn tóe và rơi chi tiết trong quá trình hàn của rôbốt.
Chi tiết 4.2 liên kết với chi tiết 4.1 bằng liên kết hàn đính.
Cụm chi tiết IV liên kết với cụm chi tiết II bằng các liên kết hàn góc gián đoạn.
Số lượng: 1
Yêu cầu kỹ thuật: chi tiết này không quan trọng nên không đòi hỏi nhiều về yêu cầu kỹ thuật, chỉ cần đảm bảo độ thẳng để lắp ghép hàn vào mặt bàn được khít.
Số lượng cụ thể:
- Chi tiết 4.1: 1
- Chi tiết 4.2: 1
Hình dạng và kích thước cụm chi tiết IV được thể hiện trên bài vẽ số 5.
* Nhận xét.
Sau khi phân tích kết cấu “Bệ đỡ rôbốt và kết cấu bàn hàn của rôbốt hàn”, ta thấy kết cấu này được tạo thành từ 4 cụm chi tiết có hình dạng và kích thước khác nhau. Trong quá trình làm việc kết cấu chịu nhiệt, chịu rung động và yêu cầu về độ chính xác làm việc cao đặc biệt là độ phẳng của mặt bàn hàn nên trong quá trình chế tạo cần chú ý lắp ghép chính xác về độ phẳng và độ vuông góc của liên kết.
PHẦN II: CHỌN VẬT LIỆU CHẾ TẠO KẾT CẤU
Kết cấu ở đây là “bệ đỡ rôbốt và kết cấu bàn hàn của rôbốt hàn”. Như phân tích kết cấu ở phần I chúng ta đã biết kết cấu được chế tạo từ nhiều chi tiết, trong đó mỗi chi tiết có chức năng và điều kiện làm việc khác nhau dẫn đến phải căn cứ các yêu cầu kỹ thuật cụ thể của kết cấu và điều kiện làm việc của từng chi tiết khác nhau để chọn vật liệu chế tạo kết cấu sao cho hợp lí nhất, tức là phải đảm bảo chất lượng, giá thành của kết cấu. Nói cách khác vật liệu chế tạo phải đảm bảo 2 yêu cầu về kinh tế và kỹ thuật.
Các chi tiết thường được chế tạo từ hai vật liệu chính là loại các chi tiết được chế tạo từ các vật liệu tấm và các chi tiết được chế tạo từ các vật liệu không phải vật liệu tấm (phôi đúc, rèn, dập,…). Trong thực tế các chi tiết được chế tạo từ vật liệu tấm hay được sử dụng hơn và chiếm một khối lượng lớn.
Trong quá trình làm việc kết cấu bàn hàn chịu nhiệt, chịu rung động và yêu cầu về độ chính xác làm việc cao đặc biệt là độ phẳng của mặt bàn hàn. Do đó vật liệu cơ bản cần đảm bảo các chỉ tiêu cơ tính: tính bền, giới hạn chảy và yêu cầu vật liệu phải có tính hàn tốt tức là khi hàn chúng ta không cần đến các biện pháp hàn đặc biệt mà vẫn nhận được mối hàn có chất lượng tốt không bị nứt nóng hay nứt nguội sau khi hàn, nhận được mối hàn có chất lượng có độ bền cao. Từ những yêu cầu trên ta chọn vật liệu là thép CT38 vật liệu này được sử dụng rộng rãi trên thị trường, nó vừa đảm bảo tính kinh tế cũng như đáp ứng được các yêu cầu kỹ thuật của kết cấu hàn trong quá trình sử dụng.
Thành phần hoá học của vật liệu được chọn theo TCVN 1651 – 85:
| Ký hiệu mác thép | Thành phần hoá học (% ) | ||||
| CT38 | C | Mn | Si | P | S |
| 0,14 – 0,22 | 0,4 – 0,65 | 0,12 – 0,3 | <0,04 | < 0,045 | |
Bảng 5.1 – T174 Sách Vật liệu học.
| Ký hiệu mác thép | Độ bền (kg/mm2) | Giới hạn chảy (kg/mm2) | Độ giãn dài tương đối |
| CT 38 | 38- 49 | 25 | 26 |
PHẦN III. QUY TRÌNH CÔNG NGHỆ CHẾ TẠO CÁC CHI TIẾT
Quy trình công nghệ chế tạo các chi tiết là quá trình chuẩn bị các nguyên công (vật liệu, đồ gá, thiết bị, phương pháp,…) cho đến sự ra đời của các sản phẩm.
3.1 Khai triển phôi.
Là quá trình “trải” chi tiết từ dạng hình không gian ra hình phẳng, sau đó tính toán, xác định yếu tố công nghệ như: lượng dư gia công cơ, dung sai, độ biến dạng của kim loại,… rồi cắt ra các phôi có hình dạng và kích thước cần thiết từ đó đem tạo hình các chi tiết yêu cầu.
Trong khai triển có 3 phương pháp:
- Phương pháp thể tích.
- Phương pháp diện tích.
- Phương pháp khối lượng.
Trong 3 phương pháp đó, phương pháp diện tích được dùng nhiều hơn cả. Do chi tiết của ta chủ yếu là các phôi dạng tấm nên ta chọn phương pháp diện tích. Đối với phương pháp này khi khai triển cần chú ý:
- Nếu S ≤ 0,5 (mm) thì có thể khai triển theo đường kính trong hoặc đường kính ngoài của chi tiết.
- Nếu S > 0,5 (mm) thì phải khai triển theo đường trung bình của chi tiết.
Sau khi khai triển xong cần chú ý bố trí phôi trên tấm cắt hợp lý sao cho hệ số sử dụng vật liệu là lớn nhất, tiết kiệm nhất mà không ảnh hưởng đến chất lượng của phôi cắt ra.
Ta có hệ số đánh giá sử dụng vật liệu như sau:
% (CT 1-1 T16/HDĐAMH)
hay: % (CT 1-1 T16/HDĐAMH)
Trong đó:
F0 – tổng diện tích các phôi bố trí trên tấm cắt.
F – diện tích tấm cắt.
f – diện tích của mỗi chi tiết (phôi) bố trí trên tấm cắt.
n – số lượng phôi (chi tiết).
Như vậy ở đây ta tiến hành khai triển phôi cho các chi tiết có dạng tấm như: chi tiết tấm mặt đế của cụm chi tiết đế, chi tiết mặt bàn hàn, các tấm để tạo thành cụm chi tiết bệ đỡ rôbốt. Các chi tiết còn lại đều là các chi tiết có sẵn, chọn theo tiêu chuẩn nên không phải khai triển.
Ta có thể khai triển phôi theo hai cách như hình vẽ:
- Cách 1:
– Cách 2:
Để đơn giản ta chọn khai triển theo cách thứ nhất.
3.2 Nắn phôi.
Là một nguyên công của thiết kế, nó ảnh hưởng tới độ chính xác của các chi tiết. Sau khi các chi tiết đã khai triển xong ta tiến hành nắn phôi, việc nắn phôi được thực hiện trên các máy chuyên dùng. Đối với các chi tiết đơn giản ta có thể gia công cơ. Đối với các chi tiết có chiều dày S ≤ 10 (mm) ta tiến hành nắn nguội, còn với các chi tiết có chiều dày S > 10 (mm) ta tiến hành nắn ở trạng thái nóng. Ở đây các chi tiết của ta đều có chiều dày S ≤ 10 (mm) nên ta chọn phương pháp nắn nguội.
- Sau khi nắn xong yêu cầu độ không phẳng của tấm không được lớn hơn 1 (mm) trên một mặt chiều dài của tấm.
3.3 Lấy dấu và vạch dấu.
Lấy dấu và vạch dấu là việc làm rất cần thiết vì không những giúp đảm bảo độ chính xác kích thước và hình dạng của phôi khi cắt mà còn tạo điều kiện thuận lợi cho quá trình cắt. Khi lấy dấu cần chú ý một điểm cơ bản là phải tính đến lượng dư gia công cơ tiếp theo và độ co của kim loại sau khi hàn.
Do ta chọn khai triển theo cách 1 nên ta có công thức tính như sau:
Kích thước vạch dấu = (Chiều dài thực của chi tiết + Bề rộng mép cắt/2 – Khe hở hàn).
- Cụm chi tiết I:
- Các thanh chữ U:
Đây là các chi tiết chọn theo tiêu chuẩn và có hình dạng chữ U nên ta sử dụng phương pháp cắt bằng máy cắt đá để đạt kích thước chiều dài như yêu cầu. Do vậy khi lấy dấu và vạch dấu cần lấy dư ra một khoảng bằng chiều dày đá cắt để tránh tình trạng cắt hụt kích thước. Ta chọn chiều dày đá cắt là 1,5 (mm).
Như vậy kích thước vạch dấu của các thanh chữ U lần lượt là:
- Chi tiết 1.1: L = 1850 + 1,5/2 – 0 = 1850,75 (mm).
- Chi tiết 1.2: L = 1158 + 1,5/2 – 0 = 1158,75 (mm).
- Chi tiết 1.3: L = 821,5 + 1,5/2 – 2 = 820,25 (mm).
- Chi tiết 1.4: L = 1158 + 1,5/2 – 2= 1156,75 (mm).
- Chi tiết 1.5: L = 789,2 + 1,5/2 – 2 = 787,95 (mm).
L = 860,4 + 1,5/2 – 2 = 859,15 (mm).
- Chi tiết 1.6: L = 836,5 + 1,5/2 – 2 = 835,25 (mm).












Hay